

Электропривод фрезерных станков
Фрезерные станки предназначены для обработки наружных и внутренних, плоских и фасонных поверхностей, прорезки прямых и винтовых канавок, нарезки наружных и внутренних резьб, зубчатых колес и т. п. Характерная особенность фрезерных станков — работа вращающимися многолезвийными режущими инструментами — фрезами. На рис.6.4 показана схема фрезерования. Главным движением vz является вращение фрезы 2, движением подачи vП — перемещение изделия 1.
Рис. 4. Схема фрезерования
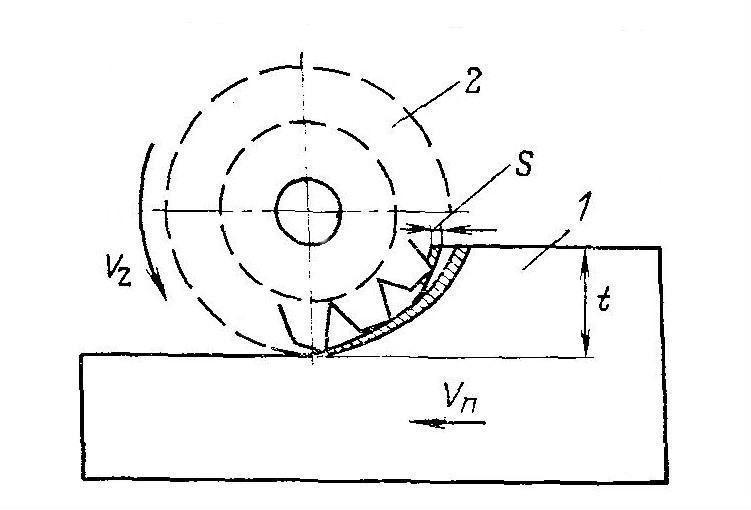
Каждое из лезвий фрезы снимает стружку в течение лишь доли оборота фрезы, причем сечение стружки s непрерывно меняется от нуля до наибольшей величины.
Фрезерные станки делятся на две основные группы: 1) станки общего назначения, к которым относятся горизонтальные, вертикальные и продольно-фрезерные станки; 2) специализированные станки — зубофрезерные, копировально-фрезерные и др.
Типы электроприводов фрезерных станков
Фрезерные станки относятся к группе станков с главным вращательным движением. Диапазон регулирования угловых скоростей шпинделя составляет от 20 : 1 до 60 : 1 при сохранении постоянства отдаваемой электродвигателем мощности. Изменения угловой скорости шпинделя в процессе обработки, как правило, не требуется, поэтому для фрезерных станков обычно применяется ступенчатое регулирование скорости главного привода. Особых требований в отношении пускового момента, а также продолжительности пуска и торможения привода не предъявляется.
Для приводов главного движения фрезерных станков малых и средних размеров используются одно- или многоскоростные короткозамкнутые асинхронные двигатели в сочетании с коробкой скоростей. Исполнение двигателей обычно фланцевое. Привод подачи таких станков в большинстве случаев осуществляется от главного двигателя через многоступенчатую коробку подач. Общий диапазон регулирования подачи до (20—30) : 1. В станках, на которых не производятся зуборезные работы, для привода подачи применяют отдельные электродвигатели, что значительно упрощает конструкцию станка.
Главный привод тяжелых продольно-фрезерных станков также выполняется от асинхронных двигателей с механическим ступенчатым изменением угловой скорости шпинделя. Для приводов подачи стола и фрезерных головок таких станков, диапазон регулирования скорости которых достигает значений (40-60) : 1, применяются двигатели постоянного тока, включаемые по системе Г—Д с ЭМУ в качестве возбудителя. В настоящее время для таких приводов используют систему ТП—Д.
Вспомогательные приводы фрезерных станков: приводы насосов охлаждения, смазки и гидросистем, быстрого перемещения фрезерных головок и поперечин у продольно-фрезерных станков и других — осуществляются от отдельных асинхронных электродвигателей.
Электропривод и схема управления вертикально- фрезерного станка
Вертикально- и горизонтально-фрезерные станки разных моделей имеют ряд однотипных узлов и сходные схемы управления электроприводами. В качестве примера рассмотрим электрооборудование вертикально-фрезерного станка модели 654.
Шпиндель станка получает вращение от асинхронного двигателя мощностью 13 кВт при 1350 об/мин через коробку скоростей, которая дает 18 ступеней угловой скорости (от 22 до 1195 об/мин). Переключение скоростей производится вручную. Продольное и поперечное перемещения стола (в диапазоне регулирования скоростей подачи от 10 до 1000 мм/мин) и вертикальное перемещение шпиндельной бабки (в диапазоне регулирования от 4 до 400 мм/мин) осуществляются от двигателя постоянного тока через коробку подач при бесступенчатом электрическом регулировании угловой скорости в диапазоне 10:1. Электромеханическое регулирование скорости обеспечивает рабочие подачи и быстрые перемещения стола и шпиндельной бабки станка. Изменение направления движения осуществляется электромагнитными муфтами, которые смонтированы внутри корпуса коробки подач. Электромагнитные муфты обеспечивают как независимое включение всех трех перемещений, так и их одновременное действие.
Электрическая схема управления электроприводами станка, обеспечивающая наладочный и рабочий режимы, приведена на рис.6.5. Направление вращения шпинделя задается переключателем ВП. Пуск двигателя шпинделя ДШ для продолжительной работы производится нажатием кнопки КнП1, при этом включаются контактор КШ и реле РП1. Для быстрой остановки двигателя шпинделя следует нажать кнопку КнС1 и удерживать ее в течение 1,5—2 с, При этом отключается контактор КШ и включается контактор КТ, обмотка статора присоединяется к выпрямителю Bn1 и происходит динамическое торможение двигателя. С отпусканием кнопки КнС1 контактор КТ отключается, и схема приходит в исходное состояние.
Наладочный режим, предназначенный для проверки правильности установки обрабатываемых изделий и инструмента, а также для опробования отдельных узлов станка, может быть осуществлен кратковременным нажатием кнопки Кн «Толчок». Двигатель ДШ в этом случае будет работать в течение времени воздействия на кнопку.
Для движений подач применен комплектный привод типа ПМУ6М. Пуск двигателя подачи ДП производится нажатием кнопки КнП2 и возможен только после включения привода шпинделя и автоматического выключателя ВА2. Якорь двигателя ДП питается от трехфазного силового магнитного усилителя МУ, рабочие обмотки wp которого включены через диоды Д1—Д6. Угловая скорость двигателя ДП регулируется от 140 до 1430 об/мин изменением напряжения, подводимого к якорю, и от 1430 до 2870 об/мин — изменением тока возбуждения. Напряжение управления Uy, поступающее на обмотки управления Wy магнитного усилителя и определяющее угловую скорость двигателя в рабочем диапазоне, равно алгебраической сумме напряжений: задающего U3, снимаемого с регулятора — потенциометра PC; сигнала отрицательной обратной связи по напряжению Uo,н ,u на зажимах якоря и сигнала положительной обратной связи по току UП,Т , получаемого с помощью трансформатора тока ТТ и выпрямителя Вп2. Ограничение тока якорной цепи при пуске двигателя подачи выполняется с помощью реле РМ.
При включении контактора КП по обмоткам управления wy магнитного усилителя проходит
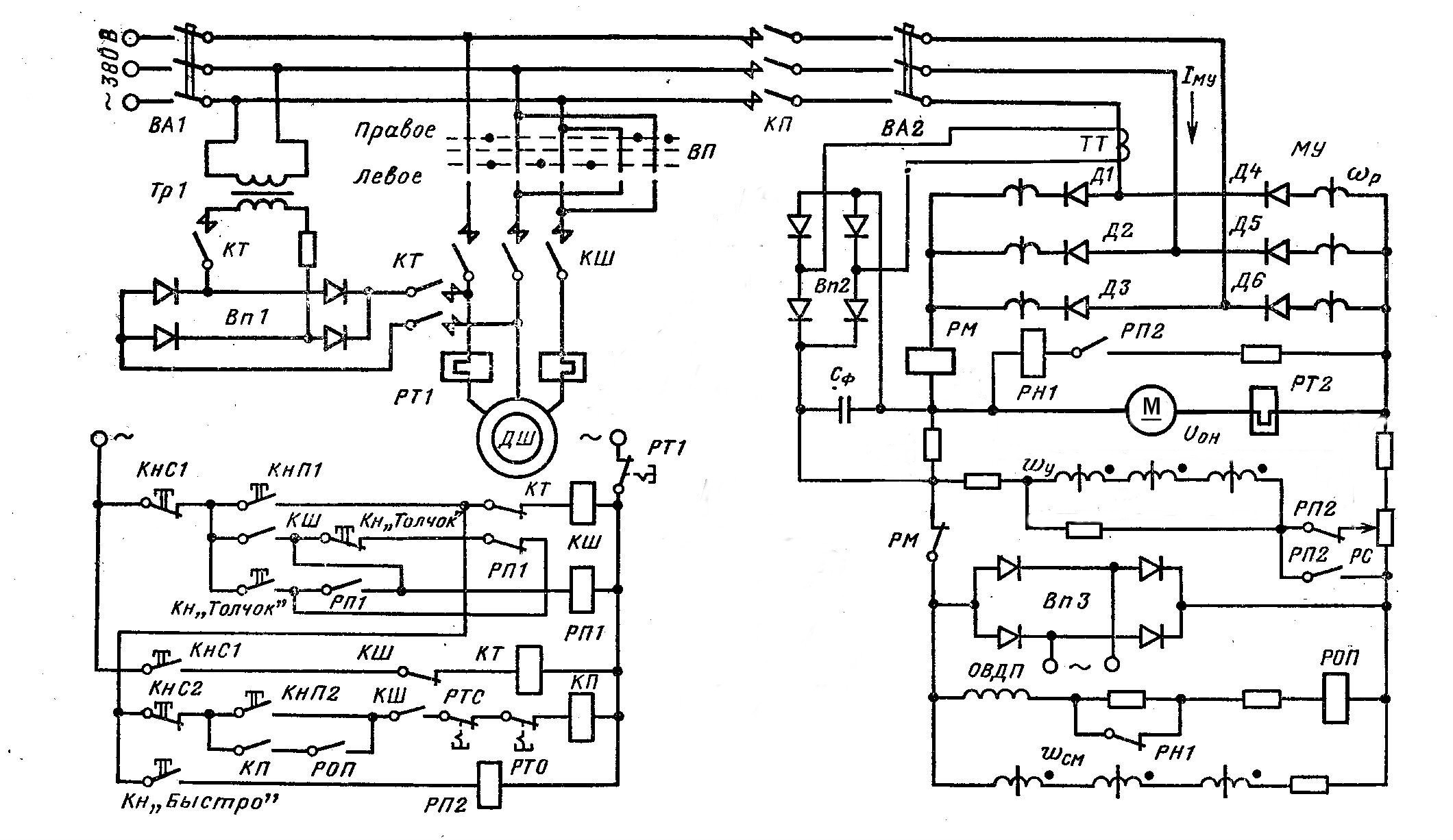
Рис. Схема управления электроприводами вертикально-фрезерного станка
ток Iу, больший номинального тока управления Iу,ном, магнитный усилитель входит в насыщение и пусковой ток двигателя возрастает до IЯ≈2Iном; реле РМ срабатывает и размыкающим контактом отключает задающее напряжение с обмоток wy. При этом напряжение на выходе магнитного усилителя снижается, а ток якоря уменьшается до значения, при котором реле РМ отключается и замыкает свой контакт. Обмотка wy вновь подключается к напряжению U3 ток якоря двигателя возрастает, РМ снова срабатывает и т. д. Таким образом, реле РМ будет работать в вибрационном режиме до окончания пуска двигателя ДП, когда Iя=Iс.
Для выполнения быстрого установочного перемещения стола или шпиндельной бабки станка необходимо нажать кнопку Кн «Быстро». При этом включается реле РП2, и на обмотки wy независимо от положения движка регулятора PC подается максимальное напряжение U3,max. Двигатель разгоняется, и при угловой скорости, близкой к номинальной, включается реле РН1, в цепь обмотки возбуждения вводится добавочное сопротивление, ток возбуждения уменьшается, и частота вращения двигателя достигает номинальной (2870 об/мин). Быстрое перемещение длится столько времени, сколько будет находиться в нажатом состоянии кнопка Кн «Быстро».
Кроме главного двигателя ДШ и двигателя подачи ДП станок имеет еще два небольших короткозамкнутых двигателя (на схеме не показаны) для насосов смазки и охлаждения, а также узел схемы, посредством которого осуществляются переключения электромагнитных муфт механизмов подачи стола и шпиндельной бабки. Защита двигателей шпинделя, насосов смазки и охлаждения от длительных перегрузок осуществляется тепловым реле — соответственно РТ1, РТС, РТО.