

2.2.4. Переходные посадки
Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью).
Переходные посадки используют для неподвижных соединений в тех случаях, когда при настройке и ремонте необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
Натяги в переходных посадках имеют сравнительно небольшую величину и обычно не требуют расчета на прочность, за исключением тонкостенных деталей. Чем больше вероятность получения натягов, тем более прочной является посадка. Поэтому переходные посадки применяют для более точного центрирования деталей при ударных и вибрационных нагрузках.
На рис. 2.7. приведен эскиз деталей, сопрягаемых по переходной посадке, и схема расположения полей допусков.
|
|
|


а) б)
Рис. 2.5. Поля допусков переходной посадки:
а – эскиз; б – схема расположения
Если в сопряжении окажется максимальный размер отверстия Dmax и минимальный размер вала dmin, то между этими деталями будет максимальный зазор Smax. Для примера, показанного на рис. 2.7 определим максимальный зазор:
Smax = Dmax - dmin = 40,02 - 40,01 = 0,01 мм, или
Smax = ES - ei = 0,02 - 0,01 = 0,01 мм.
В другом случае получим максимальный натяг Nmax как разность между максимальным размером вала dmax и минимальным размером отверстия Dmin. Определим максимальный натяг для нашего примера:
Nmax = dmax - Dmin = 40,03 - 40,00 = 0,03 мм, или
Nmax = es – EI = 0,03 – 0 = 0,03 мм.
Допуск переходной посадки равен сумме наибольшего зазора и наибольшего натяга.
2.2.5. Системы образования посадок
Различные по характеру посадки можно получить различными сочетаниями положений полей допусков отверстия и вала, что трудно поддается стандартизации. Кроме того, практика показывает, что потребности промышленности страны удовлетворены определенным набором полей допусков и посадок. Поэтому было принято решение посадки систематизировать и назначать их в одной из двух систем: системе отверстия или системе вала.
Система отверстия – это такая система, в которой для одного номинального диаметра и одного квалитета точности размеры отверстия не изменяются, а характер посадки достигается за счет изменения размера вала. Отличительной особенностью посадки в системе отверстия является то, что поле допуска отверстия всегда располагается от нуля в плюс (выше нулевой линии) (рис. 2.8, а) и отверстие является основным по отношению к валу.
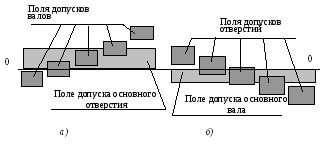
Рис. 2.8. Примеры посадок в системах:
а – отверстия; б - вала
В системе вала сам вал называется основным, а его поле допуска всегда располагается от нуля в минус (ниже нулевой линии). Характер посадки (различные зазоры и натяги) получается за счет изменения размеров отверстия (рис. 2.8, б).
Выбор систем отверстия и вала для той или иной посадки определяется конструктивными, технологическими и экономическими соображениями.
Точные отверстия обрабатывают дорогостоящим режущим инструментом (зенкерами, развертками протяжками и др.), применяемым только для отверстий одного размера с определенным полем допуска. Валы, независимо от размера, обрабатывают одним и тем же резцом или шлифовальным кругом. В системе отверстия различных по определенным размерам отверстий меньше, чем в системе вала, а, следовательно, меньше номенклатура режущего инструмента, необходимого для обработки отверстий. В связи с этим преимущественное распространение получила система отверстия. Уменьшение номенклатуры позволяет увеличить партии изготовляемого инструмента, применить производительное специализированное оборудование и тем самым увеличить выпуск инструмента с наименьшими затратами.
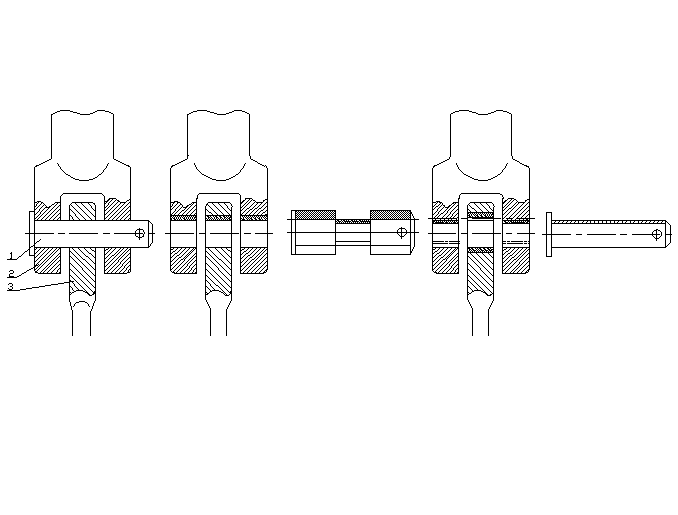
Однако в некоторых случаях по конструкторским соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с различными посадками на одном валу. На рис. 2.9, а, показан узел, имеющий подвижную посадку валика 1 с тягой 3 и неподвижную – с вилкой 2. Посадки в данном узле целесообразно выполнять по системе вала (рис. 2.9, в), а не по системе отверстия (рис. 2.9, б).
Систему вала также выгодно применять, когда детали типа тяг, осей, валиков могут быть изготовлены из точных холоднотянутых прутков без механической обработки их наружных поверхностей.
а) б) в)
Рис 2.9. Шарнирное соединение вилки с тягой:
а – схема узла; б – поля допусков деталей по системе отверстия;
в – поля допусков деталей по системе вала
При выборе системы посадок необходимо также учитывать допуски на стандартные детали и составные части изделий. Например, вал для соединения с внутренним кольцом подшипника качения всегда следует изготавливать по системе отверстия, а гнездо в корпусе для установки подшипника – по системе вала.