

12.4.1. Посадки с зазором
Для получения посадок резьбовых деталей с зазором предусмотрено пять основных отклонений (d, e, f, g и h) для наружной и четыре (E, F, G и H) для внутренней резьбы. Эти отклонения одинаковые для d1, d2, d и D1; D2, D (рис.12.6). Основные отклонения E и F установлены только для специального применения при значительных толщинах слоя защитного покрытия.

Рис. 12.6. Основные отклонения метрической резьбы при посадке с зазором
Схемы расположения полей допусков и основных отклонений диаметров наружной и внутренней резьбы в посадках с зазором приведены на рис. 12.5, 12.6. Отклонения отсчитывают от номинального профиля резьбы (показано на рис. 12.7 толстой линией) в направлении, перпендикулярном оси резьбы.
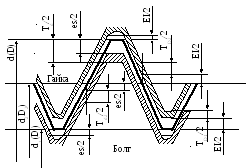
Рис. 12.7. Расположение полей допусковметрической резьбы
при посадке с зазором
При сочетании основных отклонений H/h образуется посадка с наименьшим зазором, равным нулю (рис. 12.6); при сочетании H/g, f, е, d, а также G, Е, F/h, g, f, е d образуются посадки с гарантированным зазором. Указанные основные отклонения для наружной резьбы определяют верхние отклонения, а для внутренней - нижние отклонения диаметров резьбы. Второе предельное отклонение определяют по принятой степени точности резьбы. Сочетание основного отклонения, обозначаемое буквой с допуском по принятой степени точности, образует поле допуска диаметра резьбы. Поле допуска резьбы образуют сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (d или D1). Предусмотренные системой поля допусков приведены в табл. 12.1. Поля допусков, заключенные в рамки, рекомендуются для предпочтительного применения. Поля допусков, заключенные в скобки, не рекомендуется применять. Наиболее распространенной является резьба с небольшим зазором (6H/6g). В обоснованных случаях разрешается применять поля допусков, образованные иными сочетаниями полей допусков, например: 4h6h, 8I16I1, 511611. Предпочтительно следует сочетать поля допусков одной степени точности. Посадки с большим гарантированным зазором применяют в следующих случаях:
- когда резьбовые детали работают при высокой температуре (для компенсации температурных деформаций, предохранения соединений от заедания и обеспечения возможности разборки деталей без повреждения, введения в зазор смазочного материала);
- когда необходима быстрая и легкая свинчиваемость деталей даже при наличии небольшого загрязнения или повреждения резьбы;
- когда на резьбовые детали наносят антикоррозионные покрытия значительной толщины.
Таблица 12.1.
Поля допусков болтов и гаек
|
Длина свинчивания |
Класс точности |
Поля допусков гаек |
Поля допусков болтов | |||
|
отклонение H |
отклонение G |
отклонение h |
отклонение g |
отклонение d, e, f | ||
|
S |
Точный |
4H |
- |
(3h4h) |
- |
- |
|
Средний |
5H |
5G |
(5h6h) |
5g6g |
- | |
|
Грубый |
- |
- |
- |
- |
- | |
|
N |
Точный |
5H |
- |
4h |
4g |
- |
|
Средний |
6H |
6G |
6h |
6g |
6d, 6e, 6f | |
|
Грубый |
7H |
7G |
8h |
8g |
- | |
|
L |
Точный |
6H |
- |
(5h4h) |
- |
- |
|
Средний |
7H |
(7G) |
(7h6h) |
7g6g |
(7e6e) | |
|
Грубый |
8H |
(8G) |
- |
(9g8g) |
- | |
Основные отклонения h и Н равны нулю (рис. 12.6), остальные отклонения определяют по формулам:
для болтов:
esd = - (80 + 1 IP);
ese = -(50 + IIP), кроме P≤0,75мм;
esf = -(30 + 11P);
esg = -(15 + 11P);
для гаек:
EIE = +(50 +11Р), кроме P≤0,75;
EIF = +(30 + 11P);
EIG = +(15 + 11P),
где es - верхнее отклонение болтов, мкм; EI - нижнее отклонение гаек, мкм;
Р – шаг резьбы, мм.
Степени точности резьбы. Допуски диаметров резьбы устанавливаются степенями точности 3, 4, …9 (ГОСТ 16093). Наиболее применимые приведены в табл. 12.2.
Таблица 12.2
Степени точности параметров резьбы
|
Диаметры резьбы |
|
|
Диаметры наружной резьбы Наружный d Средний d2 |
4; 6; 8 3; 4; 5; 6; 7; 8; 9 |
|
Диаметры внутренней резьбы Внутренний D1 Средний D2 |
4; 5; 6; 7; 8 4; 5; 6; 7; 8 |
Длина свинчивания. Длину свинчивания относят к дополнительным параметрам резьбы. Для выбора степени точности в зависимости от длины свинчивания и требований к точности соединений установлены три группы длин свинчивания: S – короткие, N – нормальные и L – длинные. К группе N относят длины свинчивания свыше 2,24Pd0,2 до 6,7Pd0,2 , к группе S – длины свинчивания меньше нормальных, а больше - к группе L. Значения длин свинчивания регламентированы ГОСТ 16093. Длину свинчивания указывают при необходимости в следующих случаях:
- если длина свинчивания относится к группе L;
- если длина свинчивания относится к группе S, но меньше, чем вся длина резьбы.
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в три класса точности: точный, средний и грубый. Понятие о классах точности условное (на чертежах и калибрах указывают не классы, а поля допусков), его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных статически нагруженных резьбовых соединений, а также когда требуются малые колебания характера посадки. Средний класс - для резьб общего применения и грубый - для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
При одном и том же классе точности допуск среднего диаметра при длине свинчивания L рекомендуется увеличивать, а при длине S уменьшать на одну степень по сравнению с допусками, установленными для нормальной длины свинчивания N; например, для длины свинчивания S следует принимать степень точности 5, для N - степень точности 6, для L - степень точности 7. Такая система позволяет выбирать точность резьбы в зависимости от конструктивных и технологических требований. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей длины свинчивания.
Если длина свинчивания относится к группе L или S (но меньше, чем вся длина резьбы), это оговаривают в обозначении резьбы или в технических требованиях.
Поля допусков, принятые в различных классах точности, указаны в табл. 12.1.
Допуски резьбы. Допуск среднего диаметра резьбы является суммарным. Основным рядом допусков для всех диаметров в соответствии с ГОСТ 16093 принят ряд степени точности 6. Допуски диаметров резьбы, мкм, для степени точности 6 при нормальной длине свинчивания определяют по формулам:
![]() ;
;
![]() ;
;
![]() (при
Р≥1 мм);
(при
Р≥1 мм);
![]() ;
;
![]() (при
Р≤0,8 мм),
(при
Р≤0,8 мм),
где d - среднее геометрическое крайних значений интервала номинальных диаметров.
Допуски остальных степеней точности определяются умножением допуска степени точности 6 на следующие коэффициенты:
допуски на внутренний диаметр d1 наружной резьбы и наружный диаметр D внутренней резьбы не устанавливают;
при одной и той же степени точности резьбы допуск ТD2 на 1/3 больше допуска Тd2.
Обозначение точности и посадок метрической резьбы. Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение:
болт 6h, 6g;
гайка 6Н.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска диаметра выступов:
болт 7g6g;
гайка 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, его в обозначении поля допуска резьбы не повторяют:
болт 6g;
гайка 6Н.
Поле допуска резьбы указывают через тире после размера:
болт М12 - 6g; M12x1 - 6g
гайка М12 - 6Н; М12×1 – 6Н;
болт с закругленной впадиной - MI2 - 6g - R.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают поле допуска гайки, в знаменателе - поле допуска болта:
М12—6H/6g;
левая резьба М12×1 LH—6Н/6g.
Если длина свинчивания отличается от нормальной, ее указывают в обозначении резьбы:
М12 - 7g6g - 30, где 30 - длина свинчивания, мм.
Примеры обозначения точности резьбы для диаметров менее 1 мм по ГОСТ 9000. На первом месте поле допуска среднего диаметра (степень точности и основное отклонение), на втором - степень точности d или D1:
М0,5-5h3; М0,5 - 4Н5; МО,5 - 4Н5/5h3.
Система допусков резьбы, регламентированная ГОСТ 16093, более технологична: в ней расширены допуски среднего диаметра гаек в точном и среднем классах, а также расширены допуски TDl гаек и Td болтов. Дополнительное повышение технологичности резьб вытекает из возможности в обоснованных случаях допуски по среднему диаметру и диаметру выступов назначать по разным степеням точности.