

1.3. Классификация отклонений геометрических параметров
Форма любой детали может быть представлена в виде сочетаний различных элементов: поверхностей, линий и точек.
Размером элемента является численное значение линейной величины (диаметра, длины, ширины и т. д.) в выбранных единицах измерения.
При изготовлении детали получают действительный размер dд элемента, установленный измерением с допустимой погрешностью.
На чертеже детали указывается номинальный размер dн, относительно которого определяют отклонения, получаемый конструктором на основе прочностного расчета (или по другим соображениям) и выбранный по номинальному ряду (ГОСТ 6636).
Различают номинальные (идеальные) поверхности, формы которых заданы на чертеже, и реальные (действительные) поверхности, полученные с погрешностями при обработке или видоизмененные при эксплуатации.
Под профилем понимают линию пересечения поверхности с плоскостью или заданной поверхностью.
При определении погрешности формы или нормирования отклонений формы используется принцип прилегающих профилей, прямых и поверхностей. Например, прилегающая окружность – это окружность минимального диаметра, описания вокруг реального профиля наружной поверхности вращения.
Для определения номинального расположения поверхностей детали используют номинальные, а для определения реального расположения поверхностей – действительные линейные и угловые размеры между ними.
Реальная поверхность всегда отличается от номинальной поверхности (рис. 1.1). Для нормирования поверхности и в последующем для ее оценки нужны количественные показатели, которые можно сгруппировать и задать им стандартные значения. Поэтому было принято решение сложную поверхность оценивать отдельными составляющими по укрупненной классификации:
1. Δd – отклонение размера, которое находится как алгебраическая разность между действительным dд и номинальным dн размерами;
2. Δр – отклонение расположения поверхностей (смещение e осей реального и номинального цилиндров);
3. Δф – отклонение формы поверхности (например, в поперечном сечении, отклонение круглости - наибольшее расстояние от точки реального профиля до прилегающей окружности);
4. Δв – волнистость поверхности;
5. Δш – шероховатость поверхности.

Рис. 1.1. Отклонения геометрических параметров различных порядков
На практике бывает сложно отличить волнистость от отклонения формы или шероховатости. Поэтому принято оценивать по отношению длины волны S к ее высоте W (рис.1.2).
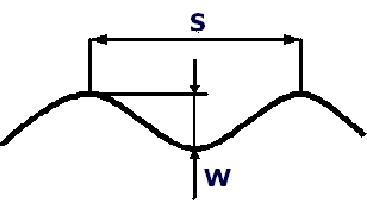
Рис.1.2. Схема погрешности поверхности детали
Если погрешность длинноволновая, т. е. отношение S/W >`1000, то ее относят к погрешности формы; микронеровности с отношением S/W<50 характеризует шероховатость поверхности, а при 50<S/W<1000 погрешность относится к волнистости.
1.4. Понятие точности и погрешности
Точность изделий машиностроения является важнейшей характеристикой их качества. Недостаточная точность изготовления современных машин не позволяет им функционировать при больших скоростях и удельных нагрузках, вызывающих вибрации и их разрушение.
Точность – комплексное понятие, характеризующее как геометрические параметры машин и их элементов, так и единообразие различных свойств изготовляемых изделий, например упругости, электропроводности и др. Точность характеризует также единообразие показателей назначения (технико-эксплуатационных показателей) машин: напора, производительности, установленной мощности и др. Эти показатели тем точнее, чем ýже поле их разброса.
Точность изделий машиностроения – это степень соответствия действительных параметров изделий их заранее установленным значениям.
Под точностью деталей понимают степень приближения детали к геометрически правильному прототипу, изображенному на чертеже и описанному техническими требованиями.
Различают конструкторскую, технологическую и эксплуатационную точность.
При проектировании машин рассматривают конструкторскую точность. При этом определяют погрешности, заложенные в рабочем принципе машин, и их влияние на стоимость и качество функционирования машины. Эти погрешности можно устранить, выбрать другой принцип с допустимой погрешностью или уменьшить путем улучшения данного рабочего принципа.
На технологическую точность в производстве изделий можно воздействовать тремя способами:
- устранить причины погрешностей, но это будет сопровождаться большими производственными затратами;
- компенсировать погрешности путем ужесточения точности, например, введением конструкции с кратчайшей размерной цепью;
- учесть погрешности, так чтобы они не превышали допустимых значений, если их устранение связано с большими затратами.
На эксплуатационную точность с течением времени влияет износ (механический, коррозионный, эрозионный).
Повышение точности деталей и узлов увеличивает долговечность и надежность эксплуатации механизмов и машин.
При изготовлении изделий невозможно получить идеальную точность, т. е. невозможно добиться того, чтобы погрешность была равна нулю. Погрешности параметров не только не неизбежны, но и допустимы в определенных пределах.
Погрешность – это отличие геометрических параметров реальной детали от заданных параметров на чертеже.
Погрешности, которые возникают при изготовлении и влияют на точность изделия:
- погрешность настройки и класс точности станка;
- погрешность обрабатывающего инструмента и приспособления;
- износ обрабатывающего инструмента;
- упругие деформации в системе СПИД (станок – приспособление – инструмент – деталь);
- температурные деформации в системе СПИД;
- погрешности, зависящие от выбранной технологической схемы и режимов обработки;
- погрешности измерения, которые включают погрешность измерительных средств;
- неоднородность размеров, жесткости материала и другие погрешности заготовок.
Как при изготовлении, так и при измерении возникают две категории погрешностей: систематические и случайные. Систематические погрешности бывают постоянные и переменные.
Систематические постоянные погрешности – это погрешности, которые имеют постоянное числовое значение, вызванное воздействием факторов, сохраняющих постоянное значение в процессе обработки партии деталей. Например, погрешность из-за неправильной настройки станка.
Систематические переменные погрешности – это погрешности, которые изменяются (знакопеременные) по ходу технологического процесса. Например, погрешность от износа инструмента, деформации в системе СПИД и др.
Случайные погрешности имеют для отдельных деталей партии различные значения. Определить заранее момент появления того или иного значения случайных погрешностей не представляется возможным.
Если систематические погрешности могут быть выявлены и в ряде случаев устранены в процессе подготовки производства или изготовления, то выявление случайных погрешностей требует специального изучения средств и условий изготовления деталей на основе методов математической статистики, а полное их исключение невозможно.
Обеспечить заданную точность – значит изготовить детали и собрать механизм так, чтобы погрешности геометрических и других параметров находились в установленных пределах.
Разработка чертежей и технических условий с указанием нормированной точности параметров деталей, сборочных единиц и изделий является первой составной частью принципа взаимозаменяемости, выполняемой в процессе разработки.