

Контрольные вопросы и задания
1. Для чего предназначены шпоночные соединения?
2. Назовите виды конструкций шпонок.
3. Какие виды сил (окружную, осевую) передают затяжные шпоночные соединения?
4. Какие виды сил (окружную, осевую) передают незатяжные шпоночные соединения?
5. Перечислите достоинства шпоночных соединений.
6. Назовите недостатки шпоночных соединений.
7. Как выбрать номинальные размеры призматической шпонки?
8. Какой размер является основным посадочным размером в шпоночном соединении?
9. Назовите виды шпоночных соединений с призматическими шпонками.
10. Что указывается в условном обозначении шпонки?
11. Нормирование точности шлицевых соединений
Шлицевые соединения имеют то же назначение, что и шпоночные, но обычно используются при передаче больших крутящих моментов и более высоких требованиях к соосности соединяемых деталей.
Шлицевые сопряжения по профилю зубьев делят на прямобочные, эвольвентные и треугольные (рис. 11.1).

а) б) в)
Рис. 11.1. Виды шлицевых соединений:
а – прямобочные; б – эвольвентные; в – треугольные
Наибольшее распространение имеют шлицевые сопряжения с прямобочным профилем зуба, имеющие чётное число зубьев z = 4, 6, 8, 10, 16 или 20. Размеры и их допуски регламентированы ГОСТ 1139. В зависимости от высоты и числа зубьев одного и того же диаметра сопряжение делят на три серии (лёгкую, среднюю и тяжёлую).
Шлицевые соединения с эвольвентным профилем отличаются большей прочностью, технологичностью и лучшей центрируемостью. Их применяют при реверсивном движении и повышенных крутящих моментах.
Шлицевые сопряжения с треугольным профилем применяют, как правило, вместо прессовых посадок при тонкостенных втулках. Они имеют мелкий модуль m = (0,3–0,8) мм, характеризуются углом впадины вала 2β = 90° или 72° с числом зубьев z = (15–70).
11.1. Соединения шлицевые прямобочные
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений.
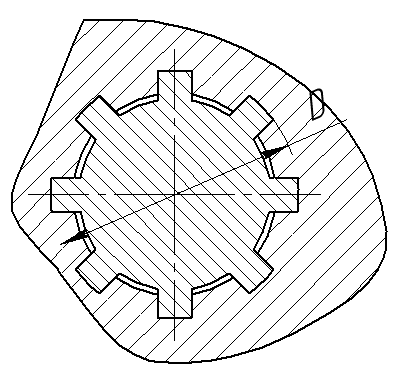
К основным параметрам относятся (рис. 11.2):
D – наружный диаметр;
d – внутренний диаметр;
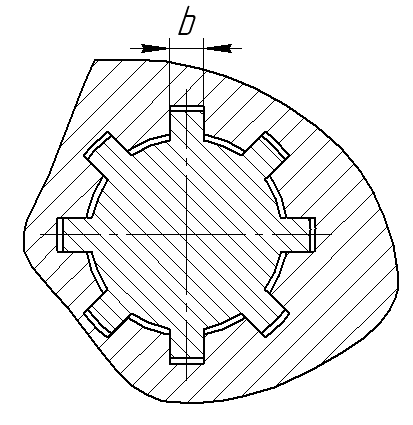
b- ширина зуба;
z – число зубьев.
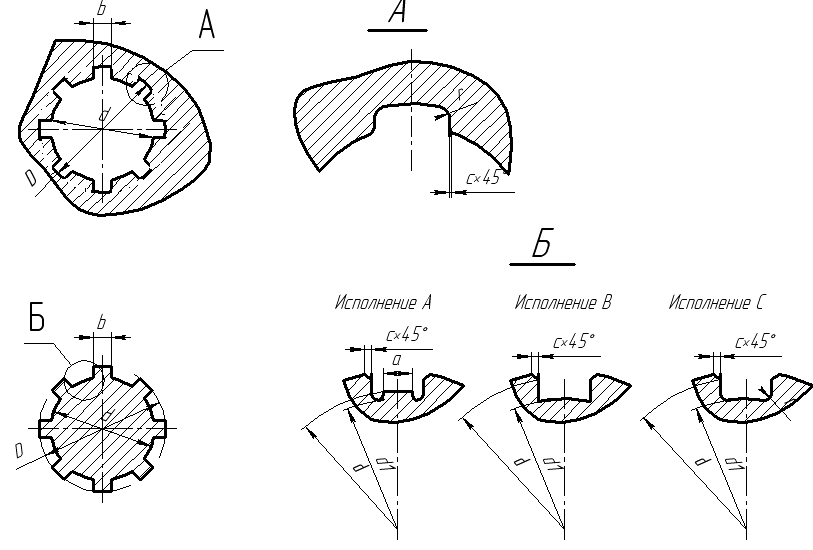
Рис. 11.2. Основные размеры прямобочных шлицевых сопряжений
Допуски и посадки шлицевых соединений с прямобочным профилем зуба определяются их назначением и принятой схемой центрирования.
В шлицевых сопряжениях с прямобочным профилем применяют три способа относительного центрирования вала и втулки (рис. 11.2):
по наружному диаметру;
по внутреннему диаметру;
по боковой стороне зуба.
Выбирая вид центрирования шлицевых соединений, учитывают характер и условия работы узла, номинальные размеры соединений легкой, средней и тяжелой серий и исполнение (А, В, С) шлицевых валов (рис. 11.2).
При изготовлении шлицевых валов с применением различных видов центрирования рекомендуется учитывать следующее: в соединениях легкой и средней серий размер d дан для валов исполнения А при изготовлении методом обкатки; валы соединений тяжелой серии исполнения А, как правило, методом обкатки не изготовляются; при центрировании по внутреннему диаметру шлицевые валы изготовляются в исполнениях А и С; при центрировании по наружному диаметру и боковым сторонам зубьев шлицевые валы изготовляются в исполнении В.
Способ центрирования шлицевых сопряжений зависит главным образом от характера нагрузки (спокойная, ударная) и от направления её действия (постоянная, знакопеременная). Значительное влияние оказывают точность центрирования (высокая, невысокая) и характер соединения (подвижный, неподвижный).
Центрирование по внутреннему диаметру d (рис. 11.3, а) целесообразно, когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (отверстие шлифуют на обычном внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений. Точные посадки выполняются по размерам d и b.
Центрирование по наружному диаметру D (рис. 11.3, б) рекомендуется, когда втулку термически не обрабатывают или когда твердость ее материала после термической обработки допускает калибровку протяжкой, а вал – фрезерование до получения окончательных размеров зубьев. Такой способ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки. Точные посадки выполняются по размерам D и b.
Центрирование по боковым сторонам зубьев b (рис. 11.3, в) целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов и при реверсивном движении. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования, поэтому редко применяется. Точные посадки выполняются по размеру b.

а) б) в)
Рис. 11.3. Способы центрирования прямобочных шлицевых сопряжений:
а)– по внутреннему диаметру;б)– по наружному диаметру;в)– по боковым сторонам
Поля допусков, а также посадки валов и втулок, рекомендуемые ГОСТ 1139 для различных способов центрирования, приведены в табл. 11.1 – 11.3.
Таблица 11.1
Рекомендуемые поля допусков и посадки для размеров Dиb при центрировании поD
|
Поля допусков |
Посадки | |
|
втулки |
вала | |
|
Для размера D | ||
|
H7
H8 |
f7; g6; h7; js6; n6
e8
|
|
|
Для размера b | ||
|
F8
D9
|
d9; e8; f7; f8; h8; h9; js7
d9; e8; f7; h8; h9; js7
|
(
( |
|
Примечание. 1. Кроме указанных посадок допускаются и другие (см. СТ СЭВ 185-75). 2. Сочетание посадок по размерам D и b стандартом не регламентировано (устанавливается конструктором). 3. Посадки, заключенные в рамку, являются предпочтительными; посадки, указанные в скобках, по возможности не применять. 4. Допуски и основные отклонения размеров по СТ СЭВ 145. 5. Отклонения нецентрирующих диаметров см. табл. 11.4. 6. Поле допуска h9 применяется при чистовом фрезеровании незакаленных шлицевых валов. 7. При повышенных требованиях к точности допускается применение соседнего, более точного, квалитета. | ||
Таблица 11.2
Рекомендуемые поля допусков и посадки для размеров dиb при центрировании поd
|
Поля допусков |
Посадки
| |
|
втулки |
вала | |
|
Для размера d | ||
|
H7
H8 |
f7; g6; h7; js6; js7; n6
e8 |
|
|
Для размера b | ||
|
F8
H8
D9
|
f7; f8; h7;js7;k7
h7; h8; js7
e8; f8; e9; h9; k7
|
|
Окончание табл. 11.2
|
F10 |
e8; f8; h7; e9; h9; js7; k7 |
|
|
Примечание. 1. См. примечания к табл. 11.1 (кроме п.2). 2. Сочетание посадок по размерам d и b стандартом не регламентировано (устанавливается конструктором). 3. Поле F10 рекомендуется только для закаленных нешлифованных втулок. | ||
Таблица 11.3
Рекомендуемые поля допусков и посадки для размера b
при центрировании по b
|
Поля допусков |
Посадки
| |
|
втулки |
вала | |
|
F8
D9
F10 |
d9; e8; f8; e9; h9; js7
d9; e8; f8; e9; h9; js7; k7
d9; e8; f8; e9; h9; k7 |
(
(
|
|
Примечание 1. См. примечание к табл. 11.1 (кроме п. 2, 6). 2. Поле допуска e9 рекомендуется для незакаленных валов. | ||
Для нецентрирующих диаметров рекомендуемые поля допусков приведены в табл. 11.4 (ГОСТ 1139).
Таблица 11.4
Поля допусков нецентрирующих диаметров
|
Нецентрирующий диаметр |
Вид центрирования |
Поле допуска | |
|
вала |
втулки | ||
|
d D |
По D или b » d » b |
- a11 |
H11 H12
|
При указанных полях допусков нецентрирующих диаметров создаются значительные зазоры, обеспечивающие сопряжение только по посадочным поверхностям и облегчающие сборку шлицевых соединений.
Обозначение шлицевых соединений валов и втулок должно содержать букву, обозначающую поверхность центрирования, число зубьев и номинальные размеры D, d и b соединения вала и втулки, обозначения полей допусков или посадок диаметров, а также размера b, помещаемого после соответствующих размеров.
Пример условного обозначения шлицевого соединения с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм.
1) С центрированием по внутреннему диаметру d, с посадкой по диаметру d – H7/e8 и по размеру b – D9/f8:
соединение d – 8 36H7/e8 40H12/a11 7D9/f8;
втулка d – 8 36Н7 40Н12 7D9;
вал d – 8 36е8 40а11 7f8.
2) При центрировании по наружному диаметру с посадкой по наружному диаметру D – H8/h7 и по размеру b – F10/h9:
D – 8 36 40H7/h7 7D9/f8.
3) При центрировании по боковым сторонам зубьев:
b – 8 36 40H12/a11 7D9/f8.