

12.3. Общие принципы обеспечения взаимозаменяемости цилиндрических резьб
Системы допусков и посадок, обеспечивающих взаимозаменяемость метрической, трапецеидальной, упорной, трубной и других цилиндрических резьб построены на едином принципе: они учитывают наличие взаимосвязи погрешностей отдельных параметров резьбы.
12.3.1. Предельные контуры резьбы
На длине свинчивания резьбовых деталей расположено несколько витков резьбы, образующих резьбовой контур.
Номинальный контур резьбы (рис. 12.2) определяет наибольший предельный контур болта и наименьший – гайки. Он является контуром максимума материала на обработку.
Гайка
Рис.12.2. Контуры резьбы
О т
номинального контура в направлении,
перпендикулярном к оси резьбы, отсчитывают
отклонения и располагают вниз поля
допусков диаметров резьбы болта, в
противоположную сторону – поля допусков
диаметров резьбы гайки. При изготовлении
резьбовых деталей неизбежны погрешности
профиля резьбы и ее размеров, возможны
неконцентричность диаметральных сечений
и другие отклонения, которые могут
нарушить свинчиваемость и ухудшить
качество соединений. Для обеспечения
свинчиваемости и качества соединений
действительные контуры свинчиваемых
контуров, определяемые действительными
значениями диаметров угла и шага резьбы,
не должны выходить за предельные контуры
на всей длине свинчивания.
т
номинального контура в направлении,
перпендикулярном к оси резьбы, отсчитывают
отклонения и располагают вниз поля
допусков диаметров резьбы болта, в
противоположную сторону – поля допусков
диаметров резьбы гайки. При изготовлении
резьбовых деталей неизбежны погрешности
профиля резьбы и ее размеров, возможны
неконцентричность диаметральных сечений
и другие отклонения, которые могут
нарушить свинчиваемость и ухудшить
качество соединений. Для обеспечения
свинчиваемости и качества соединений
действительные контуры свинчиваемых
контуров, определяемые действительными
значениями диаметров угла и шага резьбы,
не должны выходить за предельные контуры
на всей длине свинчивания.
Посадки резьбовых соединений (для резьб общего назначения и большинства специальных резьб) определяются в основном характером соединений по боковым сторонам профиля. Расположение полей допусков наружного и внутреннего диаметров исключает возможность получения натяга по вершинам и впадинам резьбы.
12.3.2. Погрешности шага и угла профиля резьбы и их диаметральная компенсация
У всех цилиндрических резьб с прямолинейными боковыми сторонами профиля погрешности шага и угла профиля, возникшие при изготовлении, могут быть скомпенсированы соответствующим изменением действительного среднего диаметра резьбы.
Погрешностью шага резьбы Р (рис. 12.3) называется разность между действительным и номинальным расстоянием в осевом направлении между двумя средними точками любых одноименных боковых сторон профиля в пределах длины свинчивания или заданной длины.
Погрешность шага складывается из прогрессивных погрешностей шага, возрастающих пропорционально количеству витков резьбы на длине свинчивания l, периодических, изменяющихся по периодическому закону, и местных, не зависящих от количества витков резьбы на длине свинчивания.
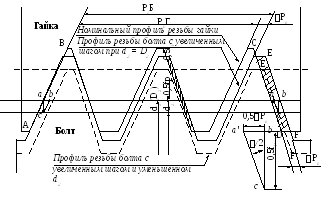
Рис. 12.3. Схема для определения диаметральной компенсации погрешности шага
Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, возможно только при уменьшении среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки. При уменьшении среднего диаметра резьбы болта на fp профиль его резьбы сместится из положения ЕF в положение Е'F' (рис. 12.3), т. е. свинчивание станет возможным. Величину fp называют диаметральной компенсацией погрешностей шага резьбы.
Из треугольника а'b'с', в котором b'с' = 0,5fp, найдем:
0,5fp=0,5Рnctg/2, (12.3)
или
fp = Рnctg/2. (12.4)
При несимметричном профиле:
![]() ,
(12.5)
,
(12.5)
где и - углы профиля резьбы.
Диаметральную компенсацию погрешностей шага необходимо определять исходя из абсолютного значения наибольшего отклонения Рn (накопленной или местной погрешности шага), которая может быть как положительной, так и отрицательной.
При анализе погрешностей угла профиля резьбы обычно измеряют не угол , а половину угла профиля /2, которая для метрической резьбы равна 30°. Измеряя /2, можно установить не только величину , но и перекос оси резьбы.
Погрешностью половины угла профиля резьбы /2 болта или гайки (для резьб с симметричным профилем) называют разность между действительными и номинальными значениями /2. Эта погрешность может быть вызвана погрешностью полного угла профиля (при равенстве половин угла), перекосом профиля относительно оси детали (когда биссектриса угла симметричного профиля не перпендикулярна оси резьбы) и сочетанием обоих факторов.
Погрешность /2 при симметричном профиле резьбы находят как среднее арифметическое абсолютных значений погрешностей обеих половин угла профиля:
/2 = 0,5[((/2)пр+(/2)лев]. (12.6)
На рис. 12.4 показано сечение резьбы гайки с номинальным профилем 1, на которое наложено сечение резьбы болта 2, имеющего погрешность половины угла профиля /2. При равенстве диаметров резьбы болта и гайки свинчивание этих деталей невозможно вследствие перекрытия профилей резьбы (зона 3). Свинчивание возможно только при наличии необходимого зазора по средним диаметрам, т. е. диаметральной компенсации f этой погрешности, которая может быть получена в результате уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки.
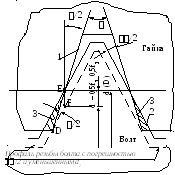
Рис. 12.4. Схема для определения диаметральной компенсации
погрешности угла профиля
Величину f можно найти из треугольника DEF.
Применив теорему синусов, получим
![]() ,
(12.7)
,
(12.7)
где EF = 0,5 f ; ED = h/соs (/2).
После преобразования получим:
f = (4h/2)/sin/2 , (12.8)
где /2 — в радианах; h и f — в миллиметрах.
Если /2 выразить в угловых минутах, f - в микрометрах, а h - через шаг резьбы (h = 0,2165Р), то
![]() .
(12.9)
.
(12.9)