

2. Экспериментальная часть
2.1. Оборудование и материалы
Образцы для пайки;
образец №1 – напыленная медь, толщиной около 10 мкм;
образец №2 – электрохимически осажденное серебро, толщиной около 3мкм;
образец №3 – алюминиевая подложка;
Таблетки припоя – ПОС 63; Сплав РОЗЕ; ПОИН.
Набор флюсов.
Спирто – бензиновая смесь.
Паяльная станция.
Микроскоп МБС-10, штангенциркуль, латунный диск для разогрева припоя.
2.2. Порядок выполнения работы
1. Подготовить образцы для пайки:
удалить жировые и масляные загрязнения с помощью раствора спирта с бензином;
обдуть воздухом до полного высыхания.
2. В соответствии с рекомендациями выбрать марку припоя и температурный диапазон.
3. Измерить диаметры таблеток припоя.
4. Определить растекаемость припоев на поверхности образцов по методике приведенной ниже, рассчитать коэффициент растекания, измерив диаметр таблетки припоя после пайки.
Количественно
растекаемость припоев по поверхности
металлов можно оценить коэффициентом
![]() ,
равным отношению площади
,
равным отношению площади![]() припоя до пайки к площади
припоя до пайки к площади![]() ,
занятой припоем после пайки (
,
занятой припоем после пайки (![]() ).
Чем меньше значение
).
Чем меньше значение![]() ,
тем лучше растекается припой по заданному
металлу.
,
тем лучше растекается припой по заданному
металлу.
Определение растекаемости припоев производится следующим образом:
на
середину диска из меди или фольгированного
диэлектрика укладывается таблетка
припоя диаметром 8 мм и толщиной 0,3 мм,
смоченная флюсом
ЛТИ-120.
Затем диск из меди или фольгированного
диэлектрика помещается на поверхность
(зеркало) расплавленного сплава РОЗЕ,
нагретого до температуры, заданной
условиями пайки. Таблетка припоя в
строго горизонтальном
положении нагревается до расплавления,
а затем охлаждается. На охлажденном
образце замеряется площадь, занятая
припоем после пайки (рис. 5.4.), и по
указанной ранее формуле определяется
значение
![]() .
.
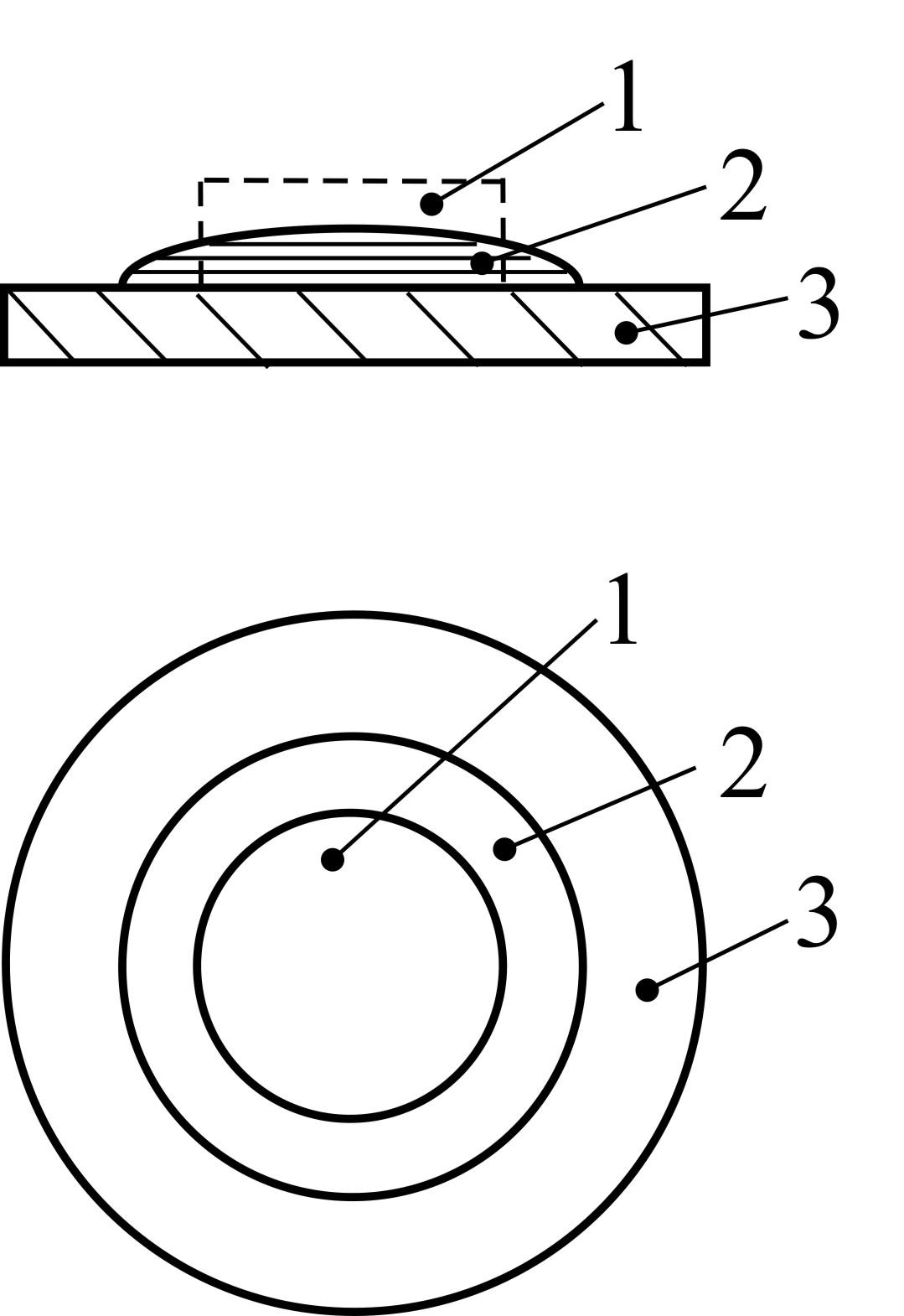
Рис. 5.4. К определению растекаемости припоя по поверхности паяемого металла: 1 – таблетка припоя до расплавления; 2 – жидкая капля припоя; 3 – основание
Время пребывания образца на плаву зеркала расплава определяется суммой времен пайки (3 с) и временем прогрева верхней поверхности образца до температуры зеркала расплава - (металлического – (2 – 3) с; фольгированного диэлектрика толщиной 1 мм– (5 – 6) с, толщиной (1,5 –2 ,0) мм – (8 – 10) с).
Если kр ≤ 0,9, выбор режимов пайки, флюса и припоя сделан правильно.
Если kр ≥ 0,9, пайка будет затруднена.
Правильность
выбора условий пайки для данного металла
или металлопокрытия оценивается
не только по растекаемости припоя, но
и по величине краевого угла смачивания
![]() .
.
Определение
краевого угла смачивания производят
на таких же образцах, изготовленных
из исследуемого материала. Но вместо
припоя используют проволоку диаметром
(0,5 – 0,8) мм длиной
(15 – 20) мм, предварительно
облуженную испытуемым припоем.
Отрихтованный кусок проволоки укладывают
на плоский образец и проделывают те же
процедуры, что и при определении kр.
После формирования паяного шва образец
снимают с зеркала расплава, остужают и
делают срез образца перпендикулярно
оси проволоки. Шлифуют срез и на
инструментальном микроскопе измеряют
краевой угол смачивания. Если угол
смачивания ![]() < 30°
режимы пайки, припой и флюс выбраны
правильно. Если
< 30°
режимы пайки, припой и флюс выбраны
правильно. Если ![]() >
30°, пайка будет затруднена.
>
30°, пайка будет затруднена.
5. Распаять медную проволоку на образцы, теми же припоями и определить механическую прочность соединений по усилию разрушения на разрыв.
6. Соотнести результаты с полученными коэффициентами растекаемости.
7. Замерить номиналы резисторов на образцах, со сформированным рисунком, зафиксировать результаты.
8. Распаять на контактные площадки перемычки и снова замерить сопротивление резисторов. Рассчитать значение переходного сопротивления.
9. По результатам работы оформить отчет.
При выполнении пайки следует соблюдать главные условия безопасной работы: хорошую вентиляцию участка защиту, от ожогов, умение обращаться с флюсами и припоями.