

2.3. Содержание отчета
Отчёт должен содержать:
титульный лист;
цель работы;
краткие сведения по компонентам, материалам и технологии ПМ;
результаты выполнения заданий в виде таблиц и эскиза;
выводы по работе.
Контрольные вопросы
1. Какова история возникновения ТПМ?
2. Назовите основные преимущества ТПМ.
3. Каковы условия оптимальной реализации преимуществ ТПМ?
4. Опишите основные конструктивные варианты узлов ПМ, их особенности.
5. Назовите основные требования к печатным платам.
6. Назовите типы пассивных компонентов используемых в ПМ и их конструктивные особенности.
7. Назовите типы активных элементов малой и средней степени сложности, используемых в ПМ и их конструктивные особенности.
8. Назовите типы активных элементов высокой степени сложности, используемые в ПМ и их конструктивные особенности.
9. Каковы основные типы нестандартных компонентов, используемых в ПМ?
10. Назовите основные материалы применяемые при трафаретной печати?
11. Какие типы трафаретов используют для трафаретной печати?
12. Как классифицируются припойные пасты?
13. Назовите основные требования к адгезивам ПМ.
14. Каковы основные особенности операции монтажа компонентов?
15. Назовите основные способы пайки, используемые в ПМ.
16. Опишите операцию пайки волной припоя.
17. Опишите операцию пайки излучением.
18. Каковы физические основы пайки в паровой фазе?
19. Каковы преимущества и недостатки пайки в паровой фазе?
20. Назовите особенности операции лазерной пайки.
21. Опишите основные принципы операции автоматизированного видеоконтроля.
Список литературы
1. Пирогова Е. В. Проектирование и технология печатных плат: Учебник для вузов. / Е. В. Пироговав.– М.: Форум: Инфра-М, 2005. – 346 с.
2. Капица М. С. Технология производства печатных плат: Учебное пособие. / М. С. Капица. – Минск: БГТУ, 2005. – 256 с.
3. Медведев А. А. Печатные платы. Конструкции и материалы. / А. А. М. Медведев. – М.: Техносфера, 2005. –562 с.
5. Медведев А. А. Тепхнология производства печатных плат./ А. М. Медведев. – М.: Техносфера, 2005. – 334с.
6. Печатный монтаж (CircuiTree). Приложение к журналу «Электроника: Наука, технология, бизнес» ЗАО «РИЦ «Техносфера».
7. Электроника: Наука, технология, бизнес. ЗАО «РИЦ «Техносфера».
8. Производство электроники. Технологии, оборудование, материалы.М.: ИД «Электроника» 2011.
Лабораторная работа № 9 технология монтажа объемных узлов
Цель работы:
ознакомление с технологическими процессами внутриблочного или (объемного монтажа);
приобретение практических навыков и овладение приемами вязки жгута при монтаже электронного прибора.
1. Краткие теоретические сведения
Для внутриблочного монтажа используют жгуты, ленточные провода (ленточные кабели) и обычные круглые кабели.
1.1.Технология жгутового монтажа
Жгутом называется конструкция, состоящая из двух или более изолированных проводников, скрепленных нитками, лентами или каким-либо другим способом, и предназначенная для электрической связи между элементами аппарата, прибора или устройства. Жгуты чаще всего используют для внутриблочного монтажа.
Технологический процесс жгутового монтажа состоит из следующих этапов:
подготовка монтажных проводов;
разделка проводов;
вязка жгута;
маркировка концов проводников;
укладка;
прозвонка;
распайка.
Рассмотрим более подробно каждый из указанных этапов.
Разделка состоит из следующих операций:
резки;
удалении изоляции и разделки концов проводов;
маркировки;
обслуживания и свивания проводов.
Резку проводов в размер выполняют простыми инструментами (ножницы, кусачки), определяя длину провода по образцу или с помощью линейки, если операция производится вручную. Если же операция производится на автоматических установках, то при этом снимается изоляция с концов провода и производится первоначальная маркировка проводов. Изоляцию снимают с конца проводов для монтажа на расстояние 7– 10 мм для одиночных проводов и на 10 – I5 мм для многожильных.
В зависимости от вида изоляции применяют различные способы ее удаления: надрез, электрообжиг или терморазмягчение с последующим механическим стягиванием. Варианты конструкций наконечников для обжига изоляции представлены на рисунке 9.1.
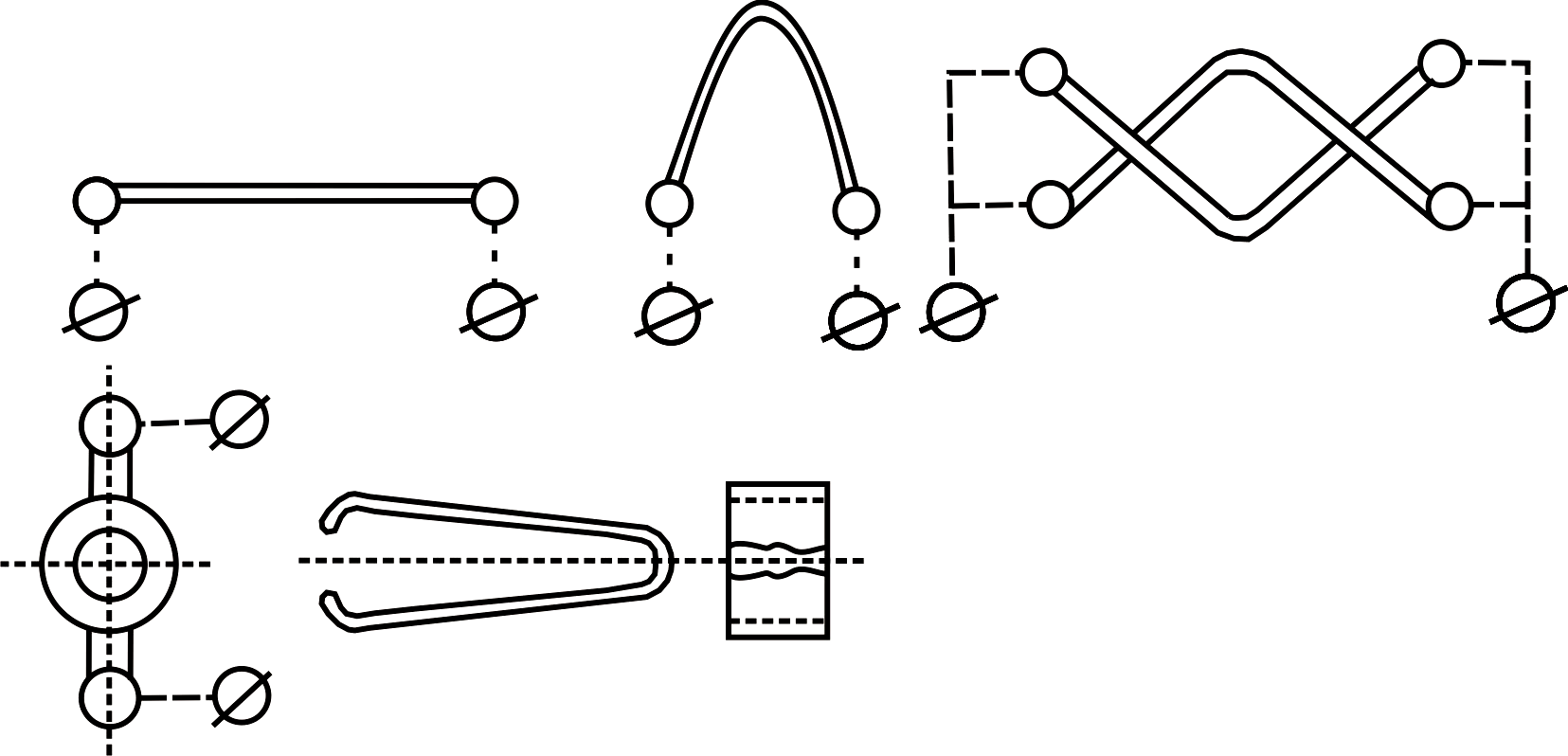
Рис. 9.1. Конструкции наконечников для электрообжига изоляции
После снятия изоляции оголенные концы проводов зачищают, а многожильный провод кроме того скручивают. Подготовленные таким образом концы проводов подвергают горячему облуживанию.
Маркировка проводов необходима для облегчения монтажа, нахождения неисправностей и контроля.
Для этих целей применяют провода с цветной изоляцией, маркируют их с помощью бирок, липких лент или путем нанесения маркировочных обозначений на изоляцию провода. Рекомендуемые цвета проводов для различных цепей электронной аппаратуры приведены в табл. 9.1.
Таблица 9.1
Цветовой код электрических цепей
|
Целевое назначение электрических цепей |
Цвет провода | |
|
основной |
заменитель | |
|
Дня цепей, находящихся под положительным потенциалом |
красный |
розовый |
|
Для цепей, находящихся под отрицательным потенциалом |
зеленый |
желтый |
|
Для цепей питания переменным током, |
– |
– |
|
цепей накала электровакуумных приборов, для искроопасных цепей |
синий |
голубой |
|
Для цепей с нулевым потенциалом относительно корпуса прибора |
черный |
фиолетовый |
|
Для остальных цепей |
белый |
бесцветный |
Монтажные провода в жгуте свивают для исключения электрических наводок и уменьшения взаимного влияния цепей. Шаг свивания зависит от площади сечения провода (табл. 9. 2).
Таблица 9.2.
Шаг свивания проводов
|
Площадь сечения провода, мм2 |
Шаг свивания, мм |
|
0,05 – 0,12 0,12 – 0,2 0,35 0,5 0,75 1,0 – 2,0 |
10 – 15 15 – 20 20 – 25 25 – 30 30 – 40 40 – 45 |
Конструктивно-технологическая отработка жгута дает возможность изготовить его вне прибора путем раскладки монтажных проводов на шаблоне.
В зависимости от конфигурации жгутов применяют плоские или объемные шаблоны. Плоский шаблон (рис. 9.2) представляет собой основание, выполненное из фанеры, пластика, алюминия на котором в соответствии с расположением подключаемых печатных узлов, субблоков, очерчивается необходимая конфигурация жгута (трасса) посредством штифтов (шпилек). Эта трасса может быть и прочерчена. Между шпильками укладывают монтажные провода, имеющие маркировку с закреплением начала «н» и конца «к» провода в клеммах. В случае правильно установленного провода замыкается контрольная сеть и загорается лампочка подсветки.
Чтобы предохранить провода от повреждений, на шпильки надеты изоляционные трубки. Для фиксации концов проводов в конструкции шаблона предусмотрены отверстия, расположенные рядом со шпильками, или специальные зажимы. Существуют универсальные плоские шаблоны, которые имеют отверстия, расположенные с определенным шагом и предназначенные для установки шпилек. Схема размещения шпилек на шаблоне может быть изменена в зависимости от трассировки и конфигурации жгута.
При раскладке проводов на шаблонах надо выполнять некоторые общие правила:
если при монтаже применяют провода разных сечений, то рекомендуется изготавливать несколько жгутов так, чтобы в одном жгуте находились провода с близкими по величине наружными диаметрами изоляции; если провода различных сечений укладываются в один жгут, то провода с площадью сечения 0,14 мм, и менее должны быть уложены внутри жгута;
провода в жгуте, основной ствол и ответвления которого расположены в одной плоскости, должны быть уложены так, чтобы провода ответвлений выходили из-под жгута, а провода основного ствола жгута лежали ровным слоем сверху.
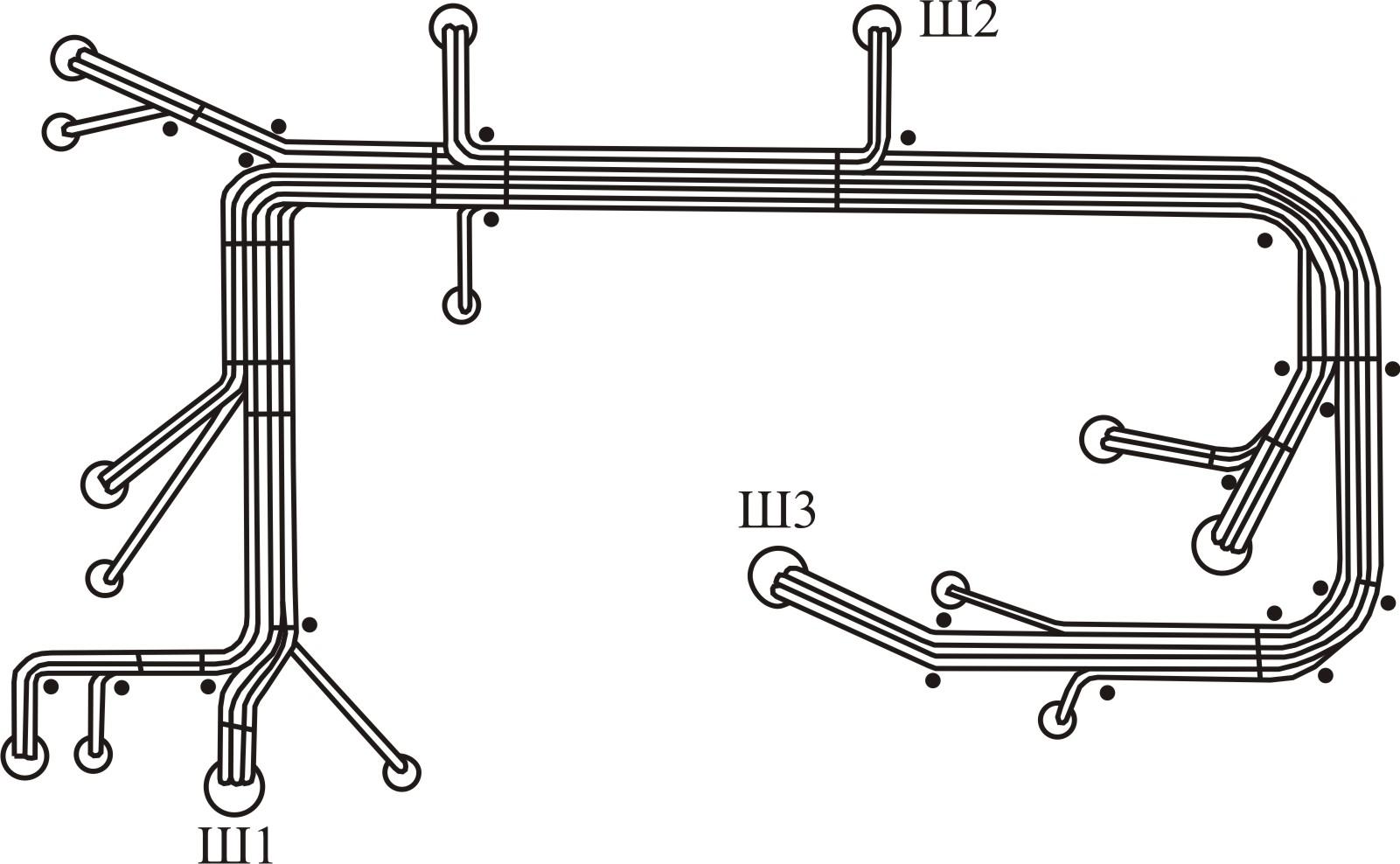
Рис 9.2. Плоский шаблон для раскладки проводов
Для закрепления уложенных проводов в жгуты применяют вязку хлопчатобумажными нитями с помощью пистолетов для вязки, липкую ленту, склеивание, либо провода размещают в трубке из полиэтилена. Варианты вязки жгута выбираются в зависимости от марки проводов и условий эксплуатации аппаратуры. Вязку осуществляют в oднy-, две- и более ниток с натяжением.
Шаг вязки надо выбирать с учетом сечения проводов и в зависимости от диаметра жгута (табл. 9.3) или 1 – 2 диаметра жгута. Шаг вязки должен быть равномерным. На криволинейных участках шаг вязки следует уменьшить на 30 – 50 %. В местах разветвления жгута, до и после разветвления должны быть наложены бандажи из двух-трех рядом лежащих петель. В начале и в конце вязки жгута необходимо наложить бандажи, состоящие из двух-пяти петель вязки.
Таблица 9.3
Шаги вязки жгутов
|
Сечение проводов менее 0,35 мм2 |
Сечение проводов более 0,35 мм2 | ||
|
Диаметр жгута, мм |
Шаг вязки, мм |
Диаметр жгута, мм |
Шаг вязки, мм |
|
5 5 – 8 8 – 10 10 |
5 – 10 10 – 12 12 – 18 25 – 30 |
10 10 – 30 30 |
15 – 20 20 – 30 30 – 40 |
Жгуты в аппаратуре укладывают согласно монтажной схеме и чертежу прибора. При установке в аппаратуру жгуты закрепляют. В качестве элементов крепления используют скобы, хомутики в стационарной аппаратуре и ленты мастики, нити в бортовой аппаратуре. В качестве материала для скоб и хомутиков лучше использовать пластмассы, так как металлические скобы и хомутики образуют по длине жгута замкнутые витки и могут исказить и ослабить передаваемые сигналы.
Жгут на шасси прибора крепят мeтaлличecкими скобами (рис. 9.3) с установкой под ними изоляционных трубок или прокладок. Расстояние между скобами зависит от диаметра жгута. Для предохранения жгутов из неэкранированных проводов от механических повреждений в местах их прокладки через отверстия в стенках металлических шасси или экранов предусматривают изоляционные трубки (втулки) (рис. 9.4). Изгиб и ответвление жгута необходимо дополнительно фиксировать в местах поворота.
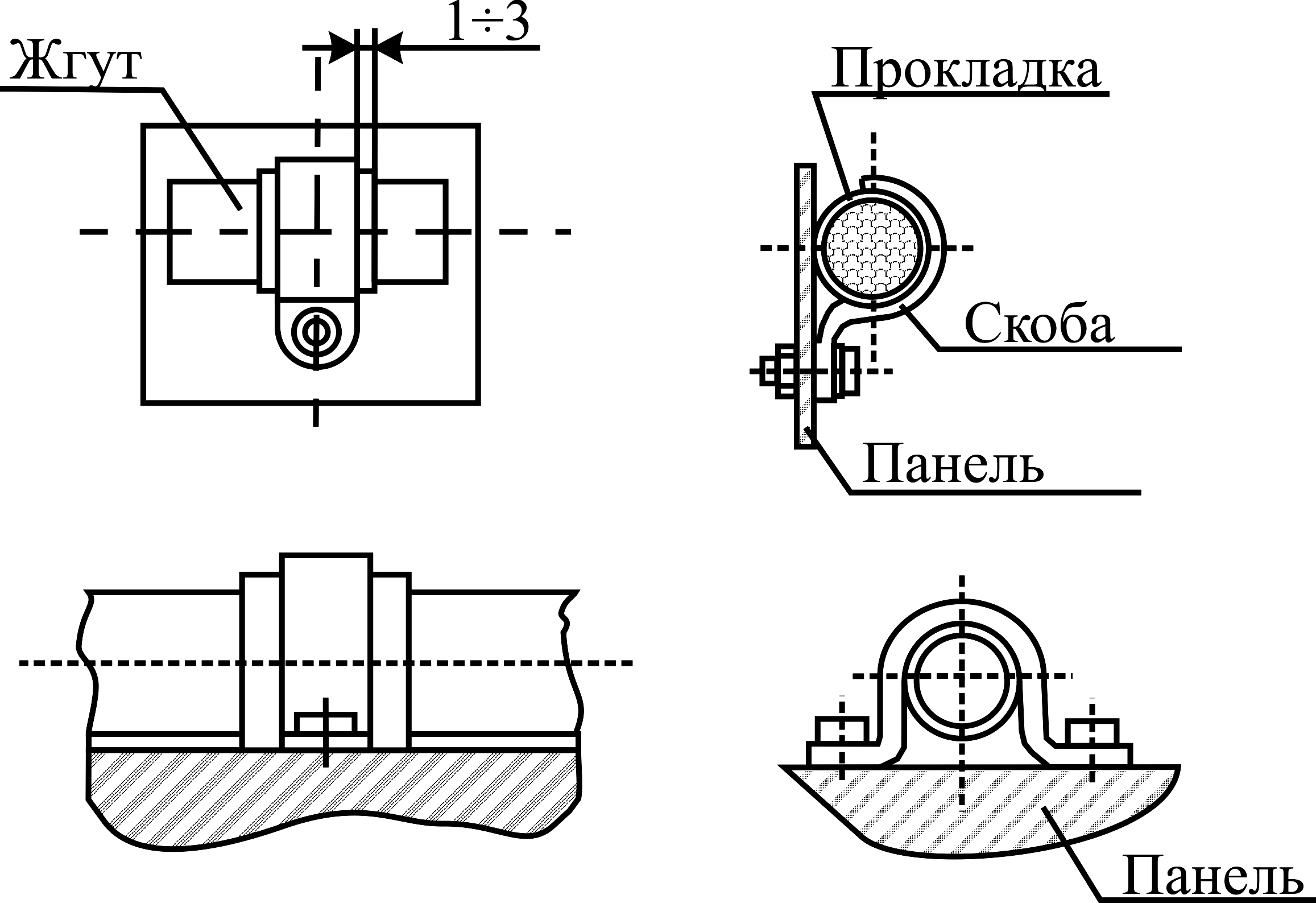
Рис. 9.3. Крепление монтажного жгута скобой на шасси
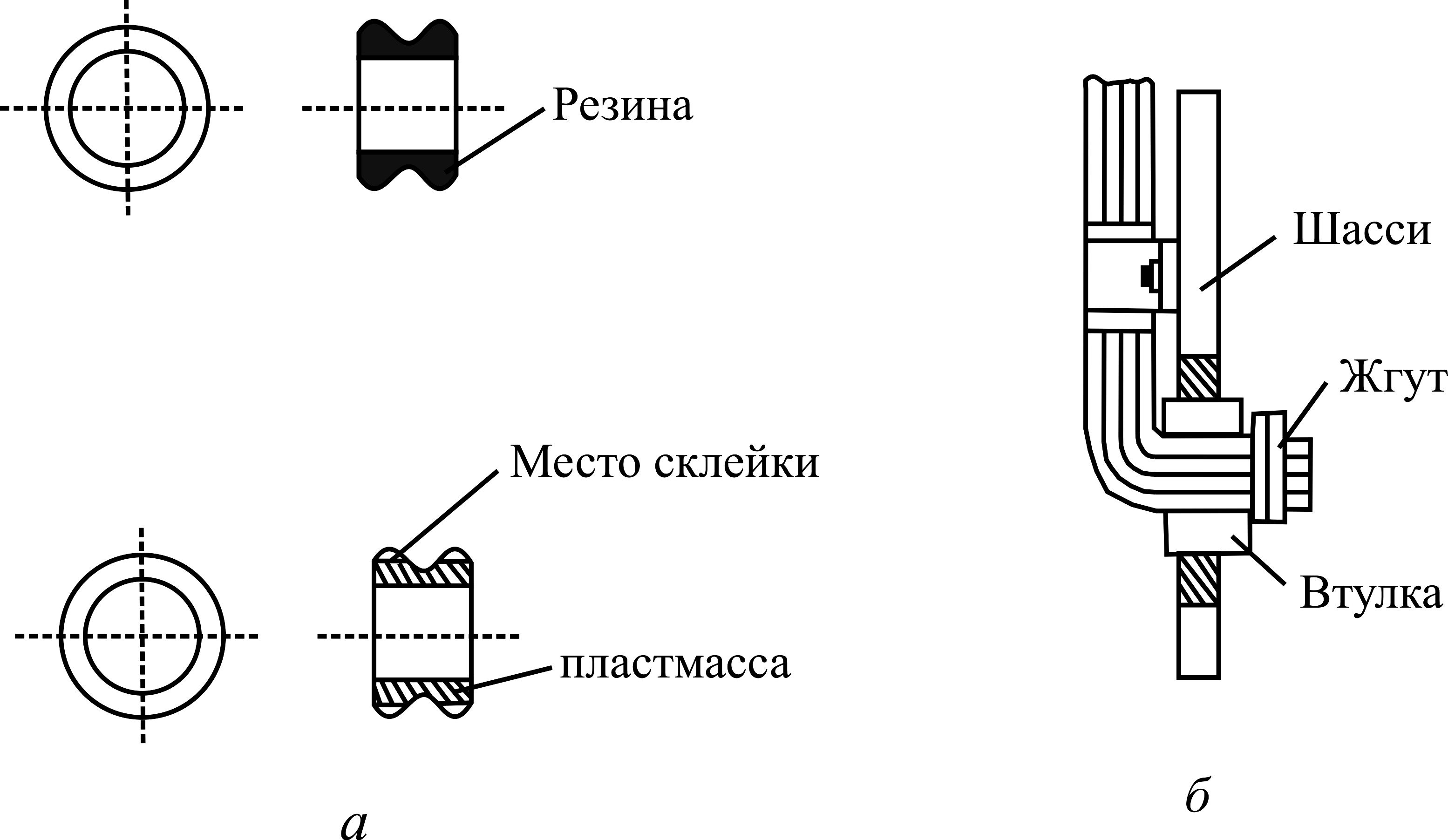
Рис. 9.4. Конструкции проходных втулок – а и пример их применения – б
Для защиты жгута от воздействии электрического и магнитного поля его помещают в экран. Заземление экрана жгута выполняется по правилам заземления коаксиального кабеля. Незадействованные провода жгута должны заземляться, причем половина их заземляется на одном конце жгута, а вторая половина − на другом. Эти свободные заземленные провода в жгуте будут выполнять функцию электрического экрана.