

1.5. Ультразвуковая сварка
Этот вид микросварки применяется для соединения деталей, нагрев которых затруднен, или при соединении разнородных металлов или металлов с прочными окисными пленками (алюминий, нержавеющие стали, магнитопроводы из пермаллоя и т. п.).
Неразъемные соединения образуются при совместном воздействии на инструмент механических колебаний высокой частоты и относительно небольших сдавливающих усилий. Сочетание этих воздействий приводит к выделению тепла за счет трения поверхностей, стиранию окисных пленок и сглаживанию неровностей с созданием чистых поверхностей, что интенсифицирует процесс образования активных центров и приводит к образованию соединения. Акустической энергии, как правило, достаточно для образования сварного соединения. Однако надежней к деформационному активированию трением добавлять термическое активирование.
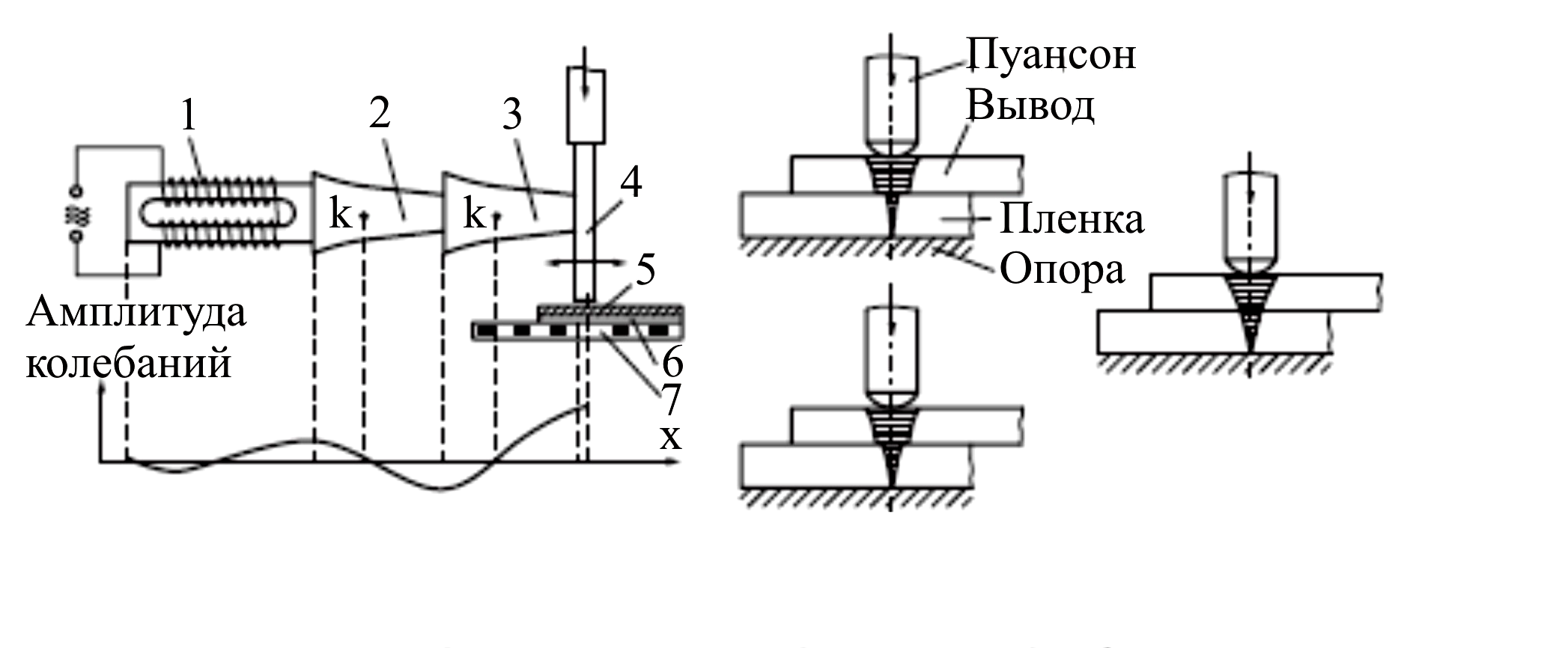
Рис. 6.10. Принцип ультразвуковой сварки: 1 – магнистрикционный преобразователь; 2 и 3 – концентраторы ультразвуковых колебаний; 4 – пуансон; 5 – вывод; 6 – пленка алюминия; 7 – подложка;k– узлы колебаний.
С помощью пуансона вывод прижимается к контактной площадке, прикладываются ультразвуковые колебания перпендикулярно направлению приложения давления с частотой (20 – 60) кГц. Для получения колебаний применяют магнитострикционный (20 кГц) или пьезоэлектрический (40 – 60) кГц генератор колебаний, от которого кинетическая энергия через концентратор передается к месту сварки (рис. 6.10). В результате высокочастотного трения соприкасающиеся поверхности не только разогреваются, но и освобождаются от поверхностных пленок, обнажая свежие активированные поверхности. Соприкосновение обнаженных от разделительных пленок поверхностей приводит к прочному их соединению на атомарном уровне.
Основные параметры ультразвуковой сварки: амплитуда и частота колебаний инструмента, внешнее давление и температура, если используется внешний нагрев. Нагрев до (150 – 200) °C сокращает время и улучшает качество сварки. Время сварки подбирается экспериментально в диапазоне (0,3 – 0,5) с.
1.6. Микросварка расщепленным электродом
Суть процесса заключается в одностороннем подводе к зоне соединения сварочного тока от двух электродов, имеющих зазор порядка (100 – 300) мкм (рис. 6.11). Для образования настоящего сварного ядра необходимо заставить поток тока протекать через нижний из свариваемых металлов. Это достигается расстановкой электродов на расстоянии в (3 – 5) раз больше толщины свариваемого пакета.
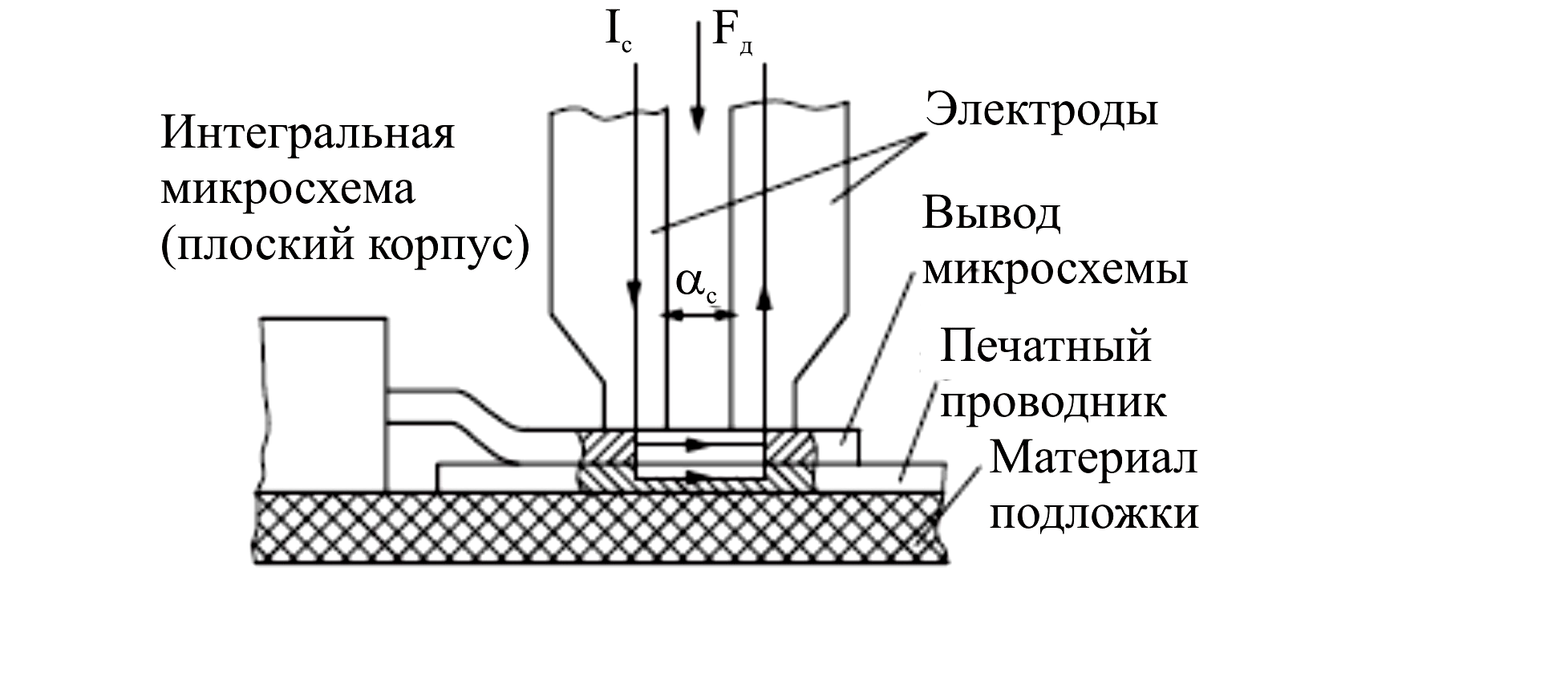
Рис. 6.11. Сварка расщепленным электродом: Ic – сварочный ток; Fд – сила давления электродов; αс – зазор между электродами.
Принцип сварки расщепленным электродом сводится к разогреву свариваемых проводящих деталей протекающим током. Количество выделяющейся тепловой энергии определяется законом Джоуля – Ленца:
Q = I2Rt, (6.1)
где Q – энергия в тепловой форме, I – ток, R = RK + RД + RМ – сопротивление, t – время сварки; RK – контактное сопротивление электродов с деталью; RД – сопротивление току свариваемых деталей; RМ – сопротивление току между свариваемыми деталями.
Для
образования настоящего сварного ядра
необходимо заставить ток протекать
через нижний слой свариваемых деталей.
Это достигается установкой зазора между
электродами ![]() ,
который должен составлять от двух до
пяти суммарных толщин выводов. Вследствие
отталкивающих сил между двумя параллельно
протекающими токами появляется эффект
выдавливания тока в нижний слой. Так
как в серийном производстве переходные
сопротивления RK
и RМ
постоянно колеблются, имеется опасность
при однажды установленном сварочном
токе, что соединение или прогорит, или
энергии не хватит, чтобы реализовать
сварку.
,
который должен составлять от двух до
пяти суммарных толщин выводов. Вследствие
отталкивающих сил между двумя параллельно
протекающими токами появляется эффект
выдавливания тока в нижний слой. Так
как в серийном производстве переходные
сопротивления RK
и RМ
постоянно колеблются, имеется опасность
при однажды установленном сварочном
токе, что соединение или прогорит, или
энергии не хватит, чтобы реализовать
сварку.
Поскольку медные контактные площадки на печатной плате имеют относительно большую проводимость, их нагрев затруднен. Поэтому, если предусматривать именно этот метод монтажной микросварки, приходится никелировать поверхность меди, чтобы увеличить выделение джоулева тепла. Другой прием улучшения условий микросварки – золочение выводов микросхем. Золотое покрытие оплавляется в процессе сварки и действует как твердый припой, т. е. процесс сварки переходит в твердую пайку с золотом в качестве припоя.
В технологии микросварки расщепленным электродом следует учитывать следующие факторы:
при сравнительно малых усилиях сжатия и малых собственных электрических сопротивлениях соединяемых деталей тепло преимущественно выделяется на контактных сопротивлениях между деталями и между электродами и верхней свариваемою деталью;
при жестких режимах сварки (короткие и мощные импульсы тока) на недостаточно чистых свариваемых поверхностях возможны на начальном этапе испарения выплески металла, неустойчивость качества сварки;
режимы сварки существенно зависят от множества факторов: состояние поверхностей, размеры и формы электродов, усилие давления, форма, длительность и своевременность тока нагрева;
при разнородности металлов деталей по термо- ЭДС возможно проявление эффекта Пельтье в смещении сварной зоны в одну из деталей.
При сварке неизбежно выделяются пары органических веществ из диэлектрического основания монтажных подложек (печатных плат), которые конденсируются на сварочных электродах, образуя тонкую диэлектрическую пленку, достаточной толщины, чтобы сделать процесс неустойчивым. Поэтому электроды нужно периодически чистить.
Типичные режимы микросварки расщепленным электродом показаны в табл. 6.1.
Таблица 6.1
Оптимальные режимы сварки расщепленным электродом
|
Соединяемые металлы
|
Темпера- тура,°С
|
Удельное давление, МПа
|
Длительность сварочного импульса, с
|
Деформация вывода, %
| |
|
Диаметр вывода присоединяемого элемента, мкм
|
Пленка
| ||||
|
Au 40 |
Au, Ni, Ag |
400 – 420 |
40 – 70 |
0,2 – 0,5 |
50 – 60
|
|
Al 40 |
Au, Al |
450 – 550 |
15 – 40 |
0,1 – 0,5 |
60 – 70
|
|
Cu 40 – 100 |
Au, Ni, Ag |
520 – 700 |
60 – 100 |
0,2 – 1,0 |
50 – 60
|