

1.2. Технология монтажа с использованием ленточных проводов
В современной ЭА ленточные провода (ленточный кабель, плоский кабель) занимают до 80 % коммутационной сети. Их применяют для внутриблочного, межблочного и межстоечного монтажа как самостоятельно, так и в комплекте с соединителями (рис 9.5).
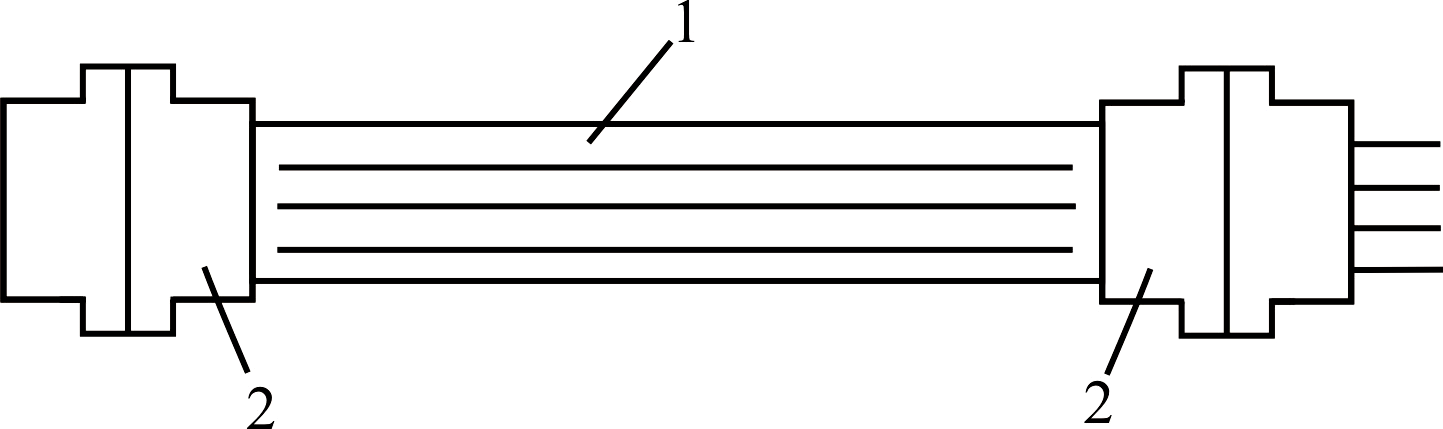
Рис.9.5. Соединительное устройство для монтажа РЭС: 1 –
Ленточные кабели по сравнению с обычными, обладают следующими преимуществами:
Хороший теплоотвод, возможность автоматизации монтажа, уменьшение массы и объема кабельной сети, повышение надежности. Ленточные провода делятся на три вида: опрессованные, тканые и печатные:
Основные электроизоляционные материалы для ленточных проводов представлены в табл. 9.4.
Таблица 9.4.
Электроизоляционные материалы для опрессованных ленточных проводов
|
Материал электроизоляции |
Диапазон рабочих температур, °С |
|
Полиэтилен высокого давления |
–60 – +70 |
|
Полиэтилен облученный |
–60 – +100 |
|
Пластикат поливинилхлоридный |
–60 – +70 |
|
Фторопласт |
–60 – +200 |
|
Пленка2-хслойная полиэтилентерефталатполиэтиленовая клеевого соединение. |
– 60 – +70 |
|
Пленка полиэтиленфталатная ПЭТФ |
–60 – +120 |
|
Пленка полиимидная |
–60 – +200 |
Опрессованные провода изготавливают путем экструзии, склеивания и сварки изоляции на проводящие жилы.
На рис. 9.6 приведены различные варианты сечений опрессованных ленточных проводов. Для облегчения монтажа один край провода выполняется кодовым (измененным цветом) или добавляется конструктивный выступ.

Рис. 9.6. Сечения опресованных ленточных проводов: а – с круглыми жилами; б – фасонное с круглыми жилами; в – с прямоугольными (плоскими) жилами; г –с прямоугольными жилами клеевого соединения изоляции; д – с многопроводными круглыми жилами; е –
Токопроводящие жилы в ленточном проводе бывают однопроволочными и многопроволочными, круглого или прямоугольного сечений и располагаются параллельно в один ряд. Основным материалом для изготовления токопроводящих жил является медь. Для защиты от окисления жилы покрывают олово-свинцом, серебром, никелем, золотом.
Для подвижных блоков ЭА применяют гибкие ленточные провода, жилы которых изготавливают многопроводными из меди или бронзы.
Экранирование ленточных проводов осуществляется металлизацией внешних поверхностей, нанесением на внешнюю поверхность проводящих пластмасс, обмоткой спиральными экранами. Если экран отсутствует, то его функции выполняют отдельные жилы провода. Для этого, жилу, проложенную по соседству с сигнальными в местах подсоединения провода к коммутационному узлу, заземляют.
Промышленностью поставляется широкий ассортимент проводов:
НЧ-провода предназначены для работы на частоте до 20 Кгц при температуре +200 °С;
ВЧ-провода обеспечивают работу на частоте до 100 МГц от −50 °С и до +50 °С.
Тканые ленточные провода представляют собой набор монтажных проводов (экранированных и неэкранированных), скрепленных нитями из капрона, фенилона, хлопчато-бумажных-методами ткачества и плетения. Так как эти технологии хорошо отработаны, то тканые провода дешевы и технологичны.
Печатные провода (шлейфы), позволяющие уменьшить габариты и массу ЭА. Их выполняют по технологии ПП на гибкой диэлектрической основе: лавсане, полиимиде, полиэтилене.
Подготовка ленточных проводов к монтажу состоит из следующих операций: визуальная проверка провода на отсутствие дефектов, нарезка на отрезки необходимой длины, разделка концов провода и формовка, монтаж с соединителями. Для снятия изоляции с жил ленточного провода используют методы: механический, термомеханический, термический, химический, термохимический, лазерный. Они должны обеспечивать качественную поверхность жил без остатков изоляции.
Наиболее распространен механический способ снятия изоляции специальными резцами, радиальным строганием, абразивными кругами подходит для всех видов изоляции.
После снятия изоляции проводят лужение жил погружением в ванну с флюсом и припоем. Затем концы ленточных проводов формуют. Вид формования диктуется типом соединителя, с которым будет монтироваться ленточный провод.
При монтаже ленточных проводов используют операции пайки и сварки.
Пайка − отдельные жилы провода могут быть впаяны непосредственно в монтажные отверстия ПП, либо спаяны друг с другом для соединения отдельных ленточных проводов, припаяны к контактам соединителя (рис. 9.7).
Пайку ленточных проводов на ПП проводят внахлест на контактные площадки, в отверстия и на штыри с предварительным креплением ленточного провода.
Для повышения производительности процесса монтажа применяется групповая пайка всех жил. Для этого жилы зажимают в фиксированном положении и оплавляют припоем.

Рис. 9.7. Крепление ленточных проводов при пайке на печатные платы: а – стержневое крепление; б – крепление скобой; в – изолированной проволокой; 1 – ленточный провод 2 – стержень; 3 – держатель; 4 – печатная плата; 5 – скоба; 6 – изолированная проволока
Соединение жил проводят с помощью паяльных муфт (рис. 9.8.), которые представляют из себя узел, надеваемый на место соединения жил. Узел состоит из изоляционной термоусадочной оболочки, кольца из припоя с флюсом и уплотнительных герметизирующих колец. Процесс изготовления оболочки состоит в том, что оболочку подвергают горячей формовке, придавая ей необходимую форму и размеры, затем облучают гамма излучением для образования поперечных связей. В результате этого материал выдерживает большие растяжения (увеличение по диаметру вдвое) При нагревании выше точки плавления, оболочка получит усадку до первоначального размера и примет форму заданную при горячей формовке. Оболочки групповой паяльной муфты для облегчения контроля изготавливают из прозрачного материала.
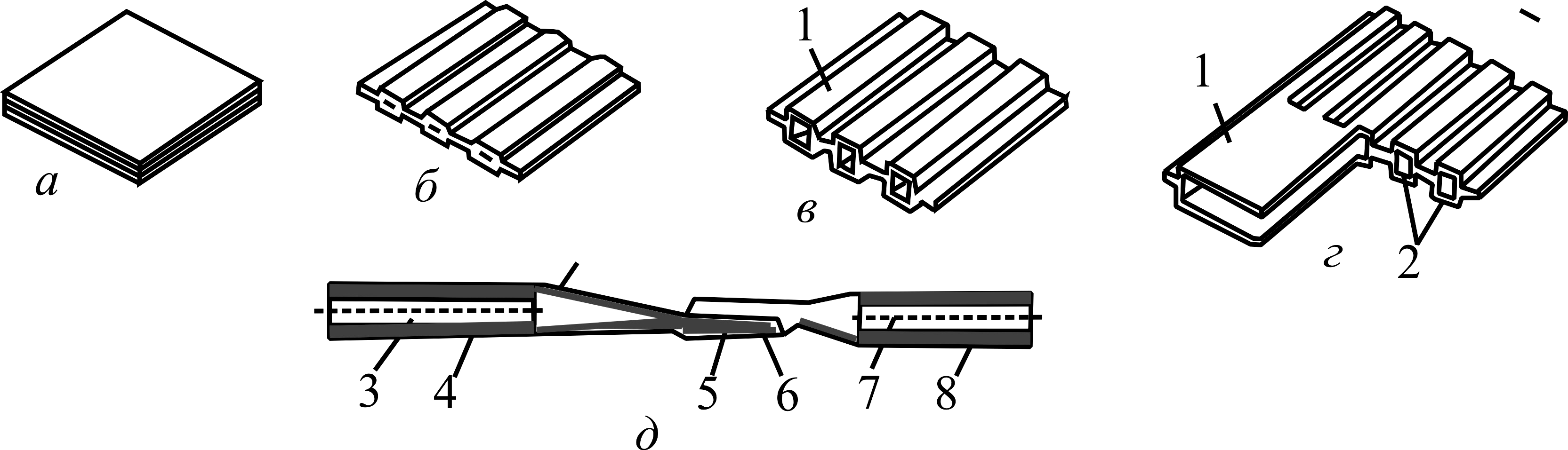
Рис. 9.8. Последовательность получения оболочки термоусадочной паяльной муфты (а – г); сечение паяльной муфты для соединения ленточный провод – круглый провод (д); 1 – групповая паяльная муфта; 2 – карманы для отдельных жил; 3 – полость для ленточного провода; 4 – герметизирующая прокладка; 5 – припой с флюсом; 6 – контактная полоса; 7 – полость для круглого проводника; 8 – герметизирующее кольцо
Сварка − отдельные жилы могут быть приварены к контактам соединителя, сварены друг с другом (рис. 9.9). Сварка основана на механическом давлении и нагреве соединяемых контактов.
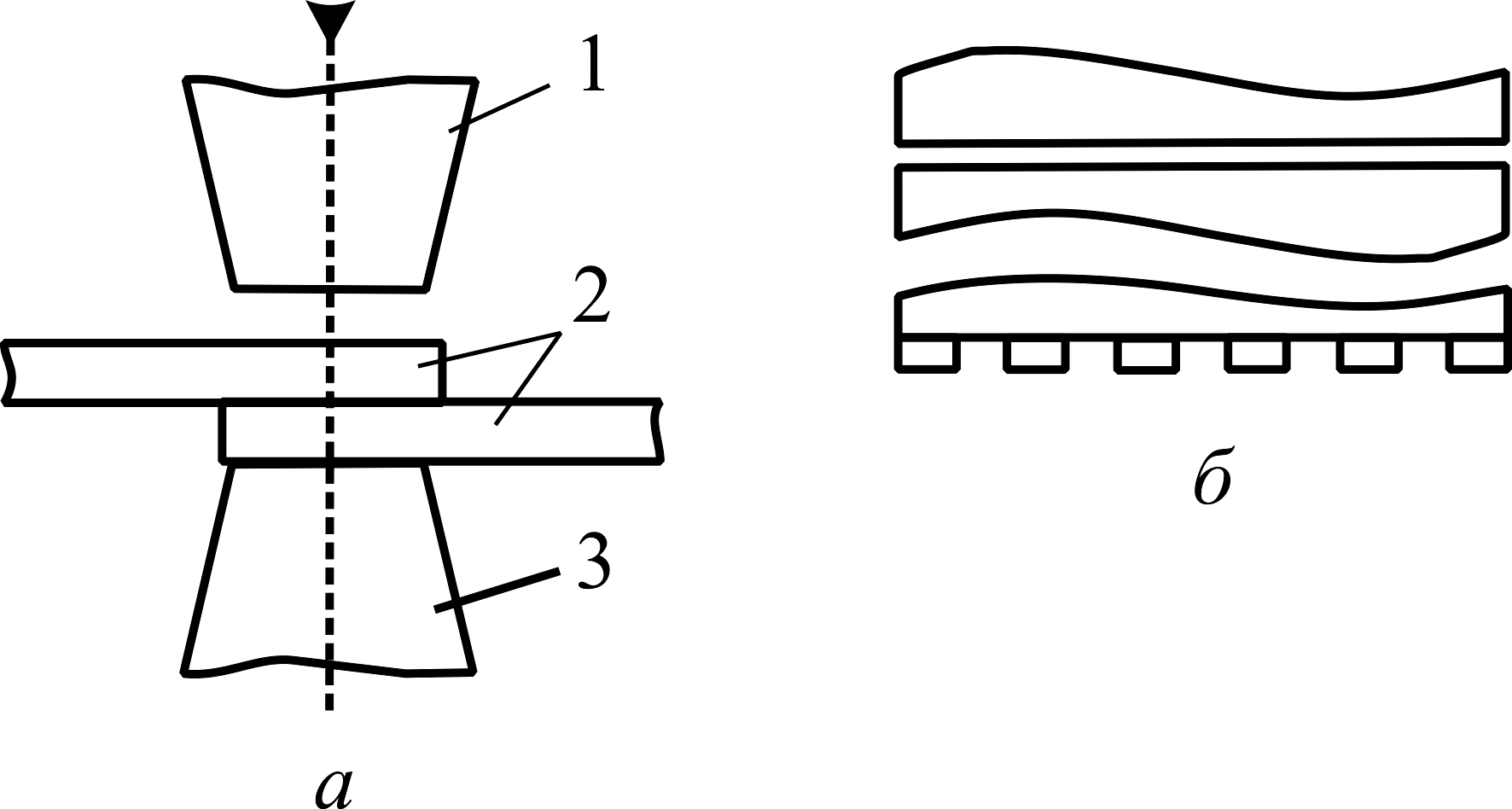
Рис. 9.9. Диффузионная сварки проводников: а – схема сварки; б – формы сварочных электродов; 1, 3 – сварочные головки; 2 – ленточные провода
Нагретые выступы размягчают и продавливают изоляцию обеспечивая связь между жилами и контактами. Изоляция оплавляется и вытекает из зоны сварки, а большое давление и температура обеспечивает диффузию материала жил друг в друга.
Обжимка − провода могут быть вставлены в контакты соединителя и обжаты (рис. 9.10). Используют для соединения проводов с круглыми и прямоугольными жилами.

Рис. 9.10. Монтаж проводов методом обжатия жил: 1, 3 – контакты соединителей; 2 – обжимная гильза
После снятия изоляции прямоугольным жилам придается трубчатая форма и в таком виде их вставляют в обжимные гильзы 2, а круглые жилы помещают в трубчатые окончания прямоугольных и весь ряд соединенных контактов одновременно обжимается приспособлением.
Прокалывание и врезание − соединение жилы с контактом соединителя или с другой жилой может быть получено путем прокалывания или прорезания изоляции провода;
метод прокалывания изоляции (рис. 9.11):

Рис. 9.11. Монтаж методом прокалывания изоляции: 1, 2 – контакт; 3 – провод; 4 – выступы
Провод
3 отрезают по длине и закрепляют в
приспособление. Штампованные ножки
контакта 1 продавливают через изоляцию
и загибают под углом 180![]() для повторного продавливания изоляции
с другой стороны. В тоже время выступы
4 на верхней плоскости контакта прорезают
изоляцию и соединяются с жилой. Расстояние
между ножками контакта меньше ширины
жилы. Поэтому образуется кромочное
соединение жилы с контактом. Контакты
могут быть установлены на конце провода
и в любом месте по его длине.
для повторного продавливания изоляции
с другой стороны. В тоже время выступы
4 на верхней плоскости контакта прорезают
изоляцию и соединяются с жилой. Расстояние
между ножками контакта меньше ширины
жилы. Поэтому образуется кромочное
соединение жилы с контактом. Контакты
могут быть установлены на конце провода
и в любом месте по его длине.
При использовании метода прорезки (рис. 9.12) ножевые V- образные контакты имеют паз в виде ласточкина хвоста
Такие контакты используют с круглыми многопроволочными жилами и они должны быть ориентированы строго по шагу провода. При приложении усилия к контактам они прорезают изоляцию и при этом деформируется жила провода и обеспечивается контакт. Монтаж всех жил прводится одновременно без предварительной зачистки провода от изоляции.
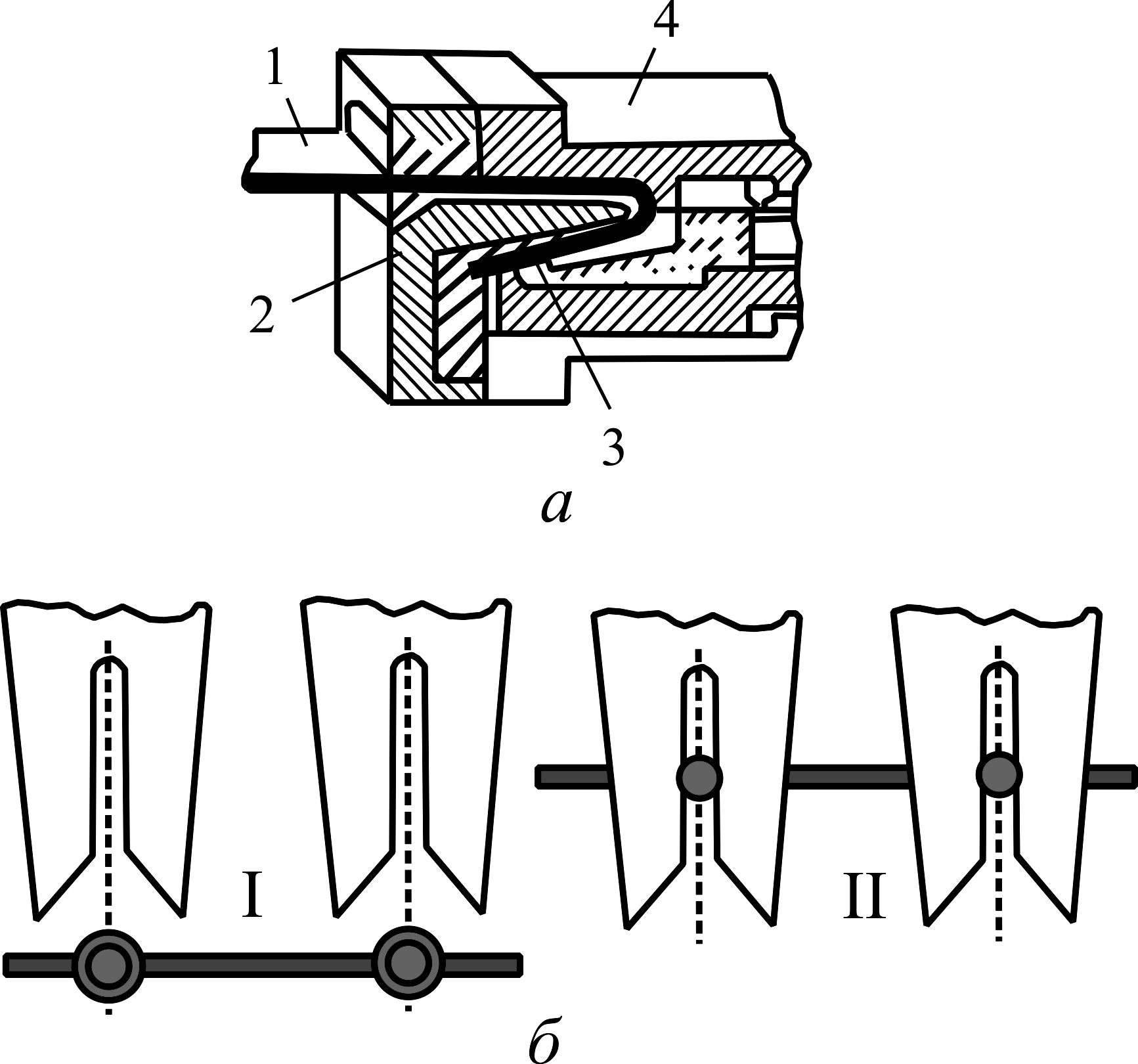
Рис. 9.12. Монтаж методом прорезки изоляции: а – стягиванием клина с корпусом соединителя; б – с помощью ножевых V-образных контактов; I – перед прорезкой; II – после прорезки
Накрутка − соединение жил провода с контактами соединителя путем навивки на контакты. Это прогрессивный и высокопроизводительный метод монтажа, для которого созданы специальные соединители. Используют накрутку для проводов с круглыми жилами. При монтаже накруткой необходимо, чтобы кроме витков без изоляции были 1 – 2 витка провода с изоляцией, что снижает вероятность обрыва от ударов и вибраций. Монтажные контакты должны обладать прочностью на скручивание, чтобы выдержать вращающий момент, возникающий при накрутке. Рекомендуется их изготавливать из сплавов: бериллий – медь, медь – никель, латунь.
Для монтажа печатных проводов в основном используют пайку и термокомпрессионную сварку. Пайка облегчается если провода позолочены, так как не требует обработки флюсом. Подсоединение печатного провода к соединителю осуществляют чаще всего пайкой к специальным штырям (контактам).