

1.4.4. Очистка (отмывка флюса)
Операция очистки не является специфической для поверхностного монтажа и использует те же методы и средства, что и традиционная технология объёмного монтажа. Все зависит от типов применяемых флюсов или припойных паст. Для изделий, к которым применяются повышенные требования по надёжности и стойкости к климатическим и механическим воздействиям, качество отмывки необходимо контролировать (например, по степени загрязнения отмывочной среды на выходе процесса).
1.4.5. Контрольные операции
С уменьшением размера компонентов, значительным увеличением числа паяных соединений на плате, на смену визуальным методам контроля приходят методы автоматизированного видеоконтроля на базе устройств распознавания образов, а также методы объективного контроля качества пайки на базе лазерной техники. Для автоматизированного видеоконтроля используется оборудование, анализирующее 3-х мерное отображение образа смонтированного узла и сравнивающее его с эталонным образцом – «золотой пайкой», или запрограммированным идеальным образцом. Использование более совершенных систем освещения (лазерных источников, бестеневых ламп) позволяет вести анализ трёхмерных отображений смонтированных узлов. Такого рода устройства в качестве встроенных узлов используются также в монтажных установках для контроля правильности совмещения.
Одним из новых объективных методов контроля качества паяных соединений является метод лазерного контроля. Паяные соединения облучаются импульсом твёрдотельного лазера. Время импульса, обычно, 30 мс, длина волны излучения порядка 1,0 мкм. После окончания импульса температура исследуемого соединения поднимается на несколько градусов, затем снижается. Контроль за интенсивностью остывания проводится с помощью арсенид-индиевого ИК-детектора. Кривая остывания анализируется в автоматическом цикле и компьютер даёт заключение – находится исследуемая пайка в рамках выбранных критериев или выходит за них, т. е. является бракованной. На рис. 8.6. показаны виды соединений, доступные для контроля данным методом, и виды обнаруживаемых дефектов.
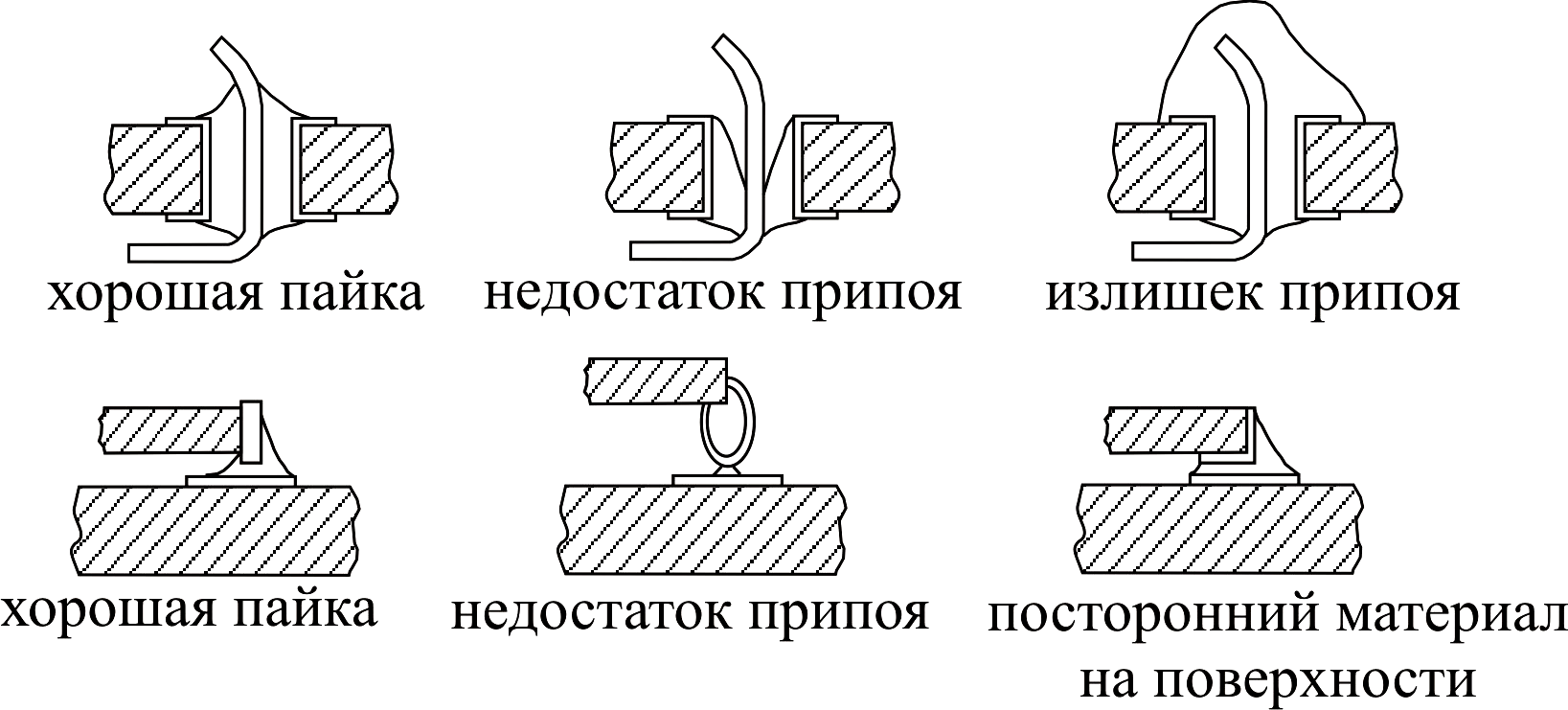
Рис. 8.6. Виды соединений и дефекты пайки.
2. Экспериментальная часть
2.1. Оборудование и материалы
Образец − фрагмент типового узла ПМ (смешанного типа) с установленными компонентами различного типа.
Лупа.
Микроскоп МБС-10.
2.2. Порядок выполнения работы
1. Ознакомьтесь с описанием лабораторной работы.
2. Ознакомьтесь с вариантами техпроцессов.
3. Выпишите обозначения компонентов на образце в табл 8.1 и определите их конструктивный тип по номенклатуре принятой в мировой практике.
4. Выявите дефекты монтажа ПМК.
5. Для компонента указанного в варианте Вашего задания сделайте эскиз посадочного места, произведя замеры с помощью микроскопа с мерительным окуляром (для многовыводных компонентов – фрагмент посадочного места) и определите, насколько посадочное место соответствует рекомендациям, изложенным в теоретической части.
6. Подготовьте эскизы узла ПМ (примеры эскизов приведены на рис. 8.7. и рис.8.8)
7. На эскизе узла ПМ отметьте обнаруженные дефекты.
Таблица 8.1
Результаты определения конструктивного типа компонентов смонтированных на образце
|
№ группы |
Обозначение компонента |
Конструктивный тип компонента |
Вид монтажа |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Данный вариант техпроцесса соответствует______________типу
производства
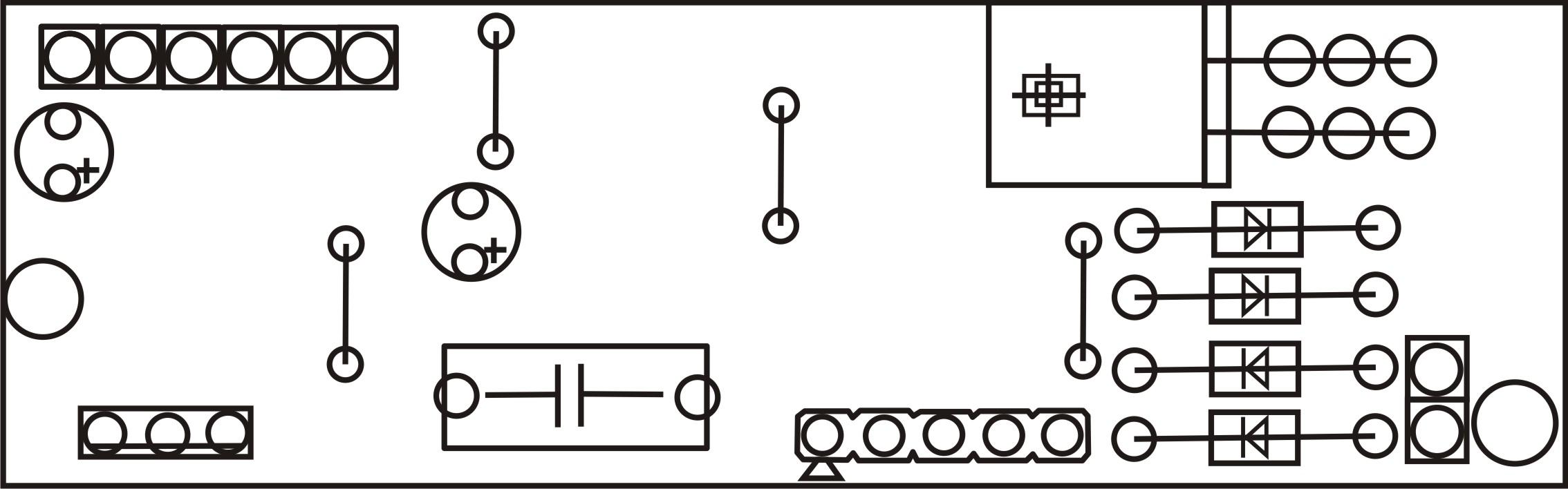
Рис. 8.7. Пример выполнения эскиза образца с компонентами традиционного монтажа
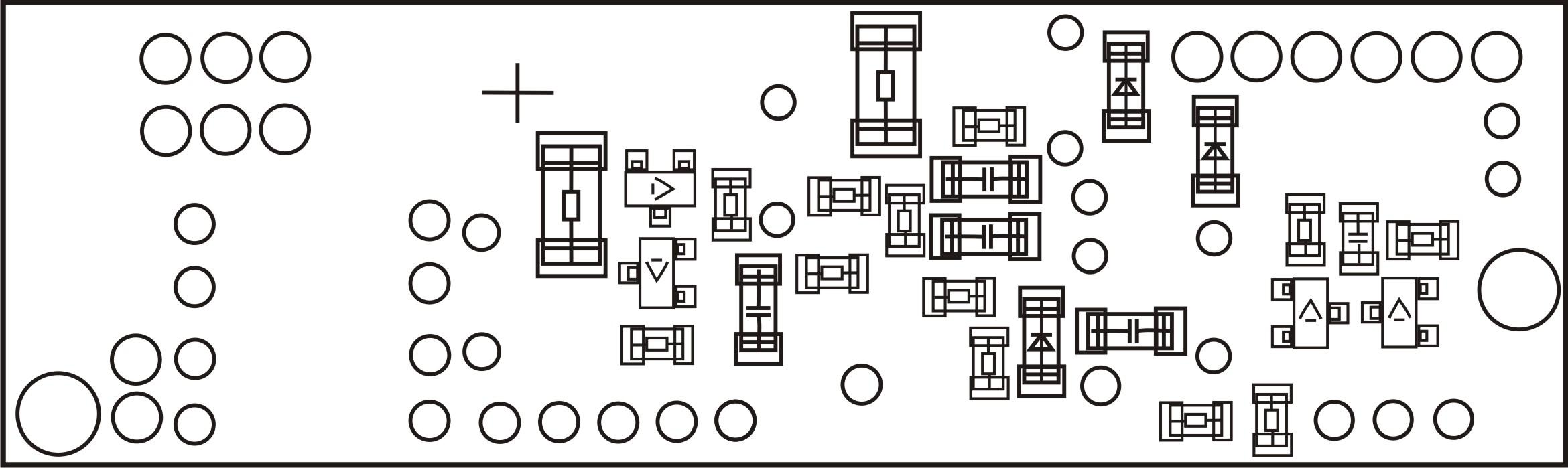
Рис. 8.8. Пример выполнения эскиза образца с ПМК