

7.6. Прокатное производство
Продукция прокатного производства. Прокатные станы. Сталеплавильные цехи металлургических заводов выпускают продукцию в виде стальных слитков, которые для дальнейшей переработки поступают в прокатные цехи. Здесь из слитков стали вырабатывают листы, сортовые и фасонные профили, трубы и т.д. Среди разнообразных видов прокатного производства имеются готовые изделия, например рельсы, балки, трубы и др., и заготовки, требующие дальнейшей обработки ковкой, штамповкой, волочением или резанием (рис. 7.8).
Рис.
7.8. Сортимент изделий, получаемых
прокаткой:
а)
прокат простого профиля; б) сложного
профиля;
в)
специального назначения; г) периодического
профиля.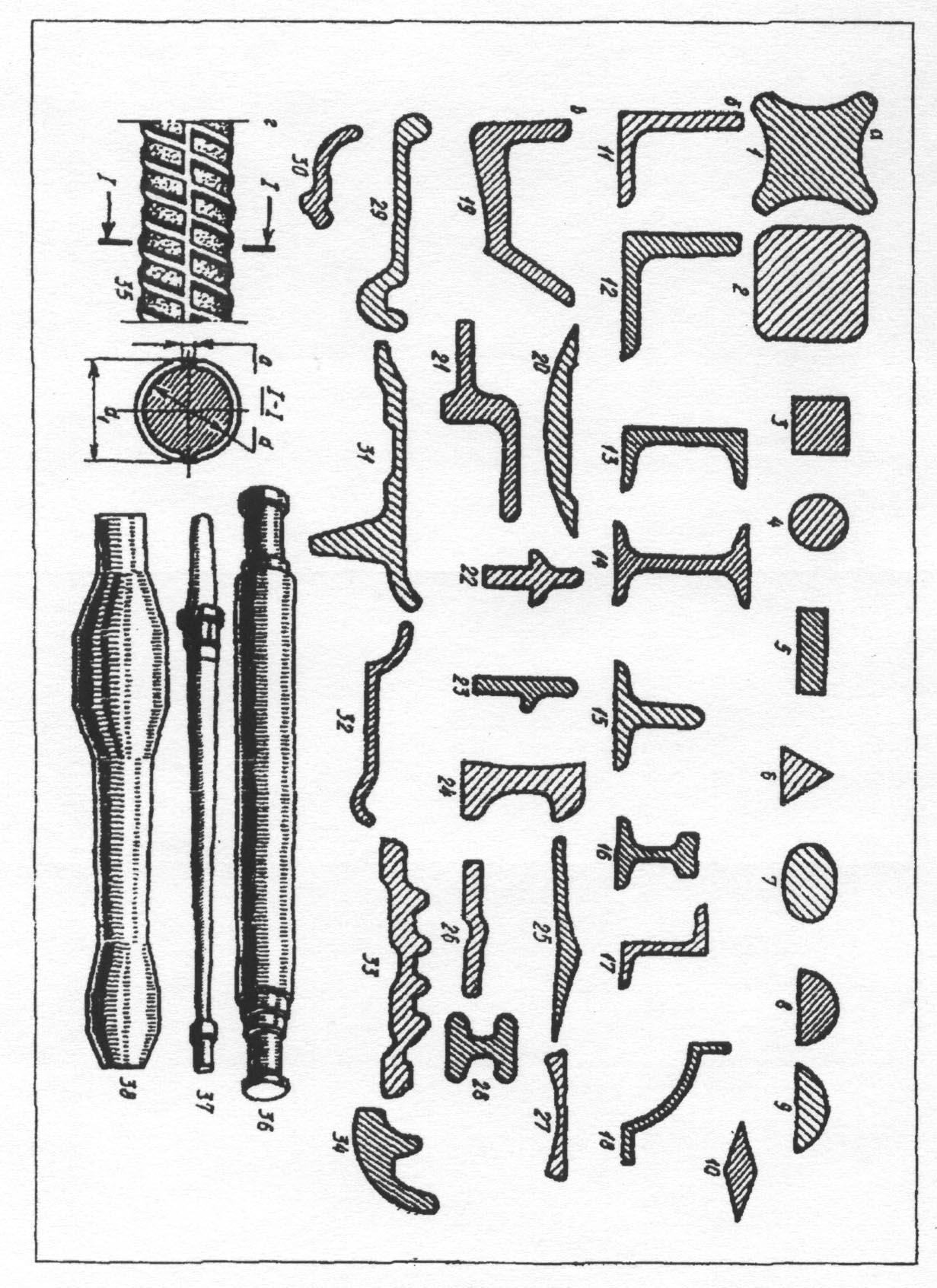
Совокупность профилей с различными формой и размерами сечений называется сортаментом проката.
Сортамент стального проката делится на пять групп: сортовой прокат, листовой прокат, трубы, периодический прокат и специальный прокат (в том числе гнутые профили).
Сортовой прокат разделяется на простой и фасонный (сложного профиля). К простому прокату относят профили с простой геометрической формой сечения – круг, квадрат, шестигранник, овал и т.д. (рис. 7.8, а)
К сортовому прокату фасонного профиля относятся угловая сталь, швеллер, двутавр, тавр, рельс, зетовая, колонная и ромбовидная сталь (рис.7.8,б)
К специальным видам проката относят продукцию законченной формы, изготовленную по заказам отдельных министерств (рис.7.8,в). Такой продукцией могут быть накладки (24) и подкладки (25) для рельсов, обод автомобильного колеса (29), бортовое кольцо (34), башмак гусеницы трактора (31) и т.д.
Прокат периодического профиля (рис. 7.8,г) представляет собой полосу или пруток, поперечное сечение которых изменяется по длине проката, воспроизводя форму будущей детали. Этот вид проката может с успехом применяться в качестве фасонных заготовок в кузнечном производстве и заготовок под окончательную механическую обработку. При этом значительно снижается объем работ и отходы металла в стружку.
Листовой прокат разделяют на толстолистовой, тонколистовой и фольгу. К толстолистовому прокату относится броневая, котельная, резервуарная сталь, к тонколистовому – кровельная, трансформаторная, электротехническая сталь, жесть и др. Стальные трубы разделяются на две группы: бесшовные (цельнотянутые) и сварные.
В последнее время большое развитие получило производство гнутых профилей из холодно- и горячекатаных полос и лент. Гнутые профили сложной конфигурации применяются в автотракторной, авиационной промышленности и в строительстве. Они изготовляются на специальных роликогибочных машинах и поставляются в виде отдельных заготовок или бухт ленты определенного профиля. Сортамент гнутых профилей превышает 400 разновидностей.
Для придания металлу соответствующей формы его в нагретом или холодном виде прокатывают, т. е. пропускают между вращающимися валками прокатных станов. Рабочие валки прокатных станов имеют либо ровную поверхность, если они прокатывают, например, лист, либо поверхность с более или менее сложным профилем для получения соответствующего проката. При прокате слитка или другой заготовки происходит изменение их формы; при этом уменьшается поперечное сечение и увеличивается длина. Для облегчения процесса прокатки крупные слитки или заготовки предварительно нагревают до температуры, при которой обычно производят ковку металла.
Прокатные цехи металлургических заводов оборудованы прокатными станами различных размеров, типов и назначения. Различают двух-, трех- и многовалковые станы (рис. 7.9). Валки располагают горизонтально или вертикально.
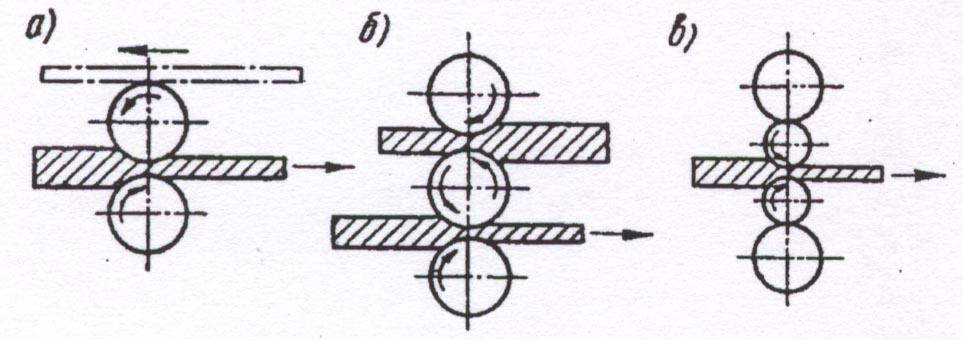
Рис. 7.9. Схема расположения валков в прокатных станах
а – в двухвалковом;
б – в трехвалковом;
в – в четырехвалковом
Крупнейшими из прокатных станов являются блюминг и слябинг. На блюмингах производят первую прокатку стальных слитков весом до 20 т и превращают их в заготовки (блюмы) сечением от 200х200 до 400х400 мм. Слябинги служат для прокатки из таких же крупных слитков стали листовых заготовок (слябей) толщиной до 225 мм и длиной до 5 м. Слябинги устанавливают главным образом в листопрокатных цехах металлургических заводов. Производительность крупнейших прокатных станов очень высока. Мощность блюмингов достигает 5000 кВт и более; диаметр их рабочих валков 800-1400 мм.
Н
Рис.
7.10. Схема волочения:
1
– заготовка;
2
– волочильная доска
Волочение. Прокатные цехи оборудуют также волочильными станами, на которых заготовку протягивают обычно в холодном состоянии через отверстие (фильеру) с сечением, меньшим сечения заготовки (рис. 7.10). Методом волочения производят тонкую проволоку (от четырех до сотых долей миллиметра), калиброванные прутки, тонкие трубки и т. п. (рис. 7.11).
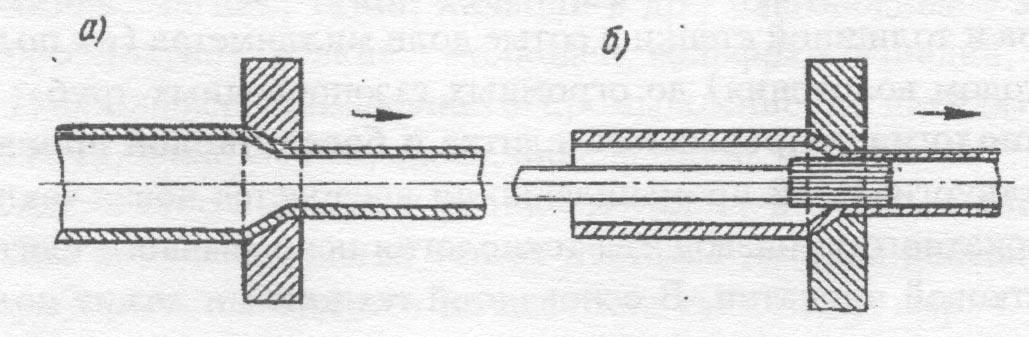
Рис. 7.11. Схема волочения труб
а – без уменьшения толщины стенки;
б – с уменьшением толщины стенки
Волочение обеспечивает высокую точность размеров и чистоту поверхности получаемых изделий, что имеет особое значение при малых их сечениях. В результате волочения металл уплотняется и приобретает лучшие свойства.
Трубопрокатное производство. Трубопрокатное производство часто выделяют в специальные трубопрокатные (трубные) предприятия, хотя по существу они являются металлургическими заводами со специализированным прокатным цехом.
Существуют три способа производства труб: литьем, прокаткой и прошивкой заготовки.
Литьем производят чугунные трубы; прокаткой и прошивкой – стальные. Стальные трубы могут быть сварными и цельнотянутыми (бесшовными). Для изготовления сварных труб предварительно прокатывают полосовую сталь нужной ширины. Затем полосы свертывают в трубу, нагревают и прокатывают на особых прокатных станах. При этом кромки свернутой полосы свариваются, образуя шов трубы. Применяют также газовую и электрическую сварку труб.
Для получения цельнотянутых труб заготовку в виде соответствующих размеров круглого стержня прошивают на прошивном стане. В результате получают гильзу, которую затем дополнительно прокатывают. Таким образом, получают бесшовные трубы, отличающиеся повышенной прочностью.
Созданы уникальные станы для непрерывной и автоматической прокатки труб. Ассортимент труб, выпускаемых трубными заводами, очень широк: от трубок диаметром в десятые доли миллиметра и толщиной стенки в сотые доли миллиметра (их получают методом волочения) до огромных газопроводных труб.
Технология непрерывного слитка и бесслитковой прокатки. В металлургической промышленности внедряется новая технология прокатного производства - технология непрерывного слитка и бесслитковой прокатки. В основе этой технологии лежит получение при помощи специальной разливочной машины методом вытягивания охлаждаемого металла непрерывного слитка стали, который либо разрезается на заготовки требуемых размеров, либо проходит через систему прокатных станов, превращающих непрерывный слиток в соответствующие виды проката. Таким образом, исключается ряд обычных для старой технологии операций – разливка стали в изложницы, охлаждение слитков, их повторный нагрев, обрезка, обжим на блюминге и т.д. Это упрощает и значительно ускоряет процессы прокатки, делает их непрерывными и концентрирует в одном комплексном агрегате, соединяющем сталеплавильную печь, разливочную машину и систему прокатных станов. При этом резко сокращаются неизбежные при обычной прокатке большие отходы металла.