

15.2. Технология изготовления трикотажных изделий
Общие сведения о трикотажных ателье и трикотаже. Трикотажные ателье являются предприятиями бытового обслуживания населения, изготавливающие разнообразные трикотажные изделия по индивидуальным заказам.
Трикотажной называют продукцию, состоящую из петель, соединенных между собой. Получают трикотажные изделия или полотна преимущественно машинным вязанием из пряжи или нитей различной природы. Трикотажное производство характеризуется широкой номенклатурой полотен различного назначения – от тонких бельевых до искусственного меха. В отличие от ткачества в трикотажном производстве можно изготавливать не только полотна, но и отдельные детали, купоны.
Благодаря ценным потребительским свойствам одежда из трикотажа пользуется большим спросом у населения. Она хорошо облегает фигуру человека, отличается эластичностью, не стесняет движений, а зачастую красивее и элегантнее одежды из тканей. Бельевые трикотажные изделия удовлетворяют высокие требования: гигроскопичность, воздухопроницаемость, теплопроводность.
Хлопчатобумажная пряжа (гребенная, кардная и аппаратная различной толщины и отделки) используется для выработки чулочно-носочных, бельевых и верхних изделий, перчаток и варежек. Широко применяется хлопчатобумажная пряжа в сочетании с химическими волокнами, что придает трикотажным изделиям красивый вид, большую износостойкость.
Шерстяная пряжа разных способов прядения в смеси с другими волокнами и нитями также идет на изготовление верхнего трикотажа, чулочно-носочных изделий, белья и др.
Широко используются в производстве трикотажа пряжа штапельная, смешанная, из синтетических волокон (нитрон, акрилон, хлорин и др.), объемная и фасонная пряжа из химических волокон, искусственные и синтетические нити.
Вискозные, ацетатные и триацетатные нити являются основным сырьем для получения бельевого трикотажа. Капроновые моноволокна и комплексные нити – для выпуска чулочно-носочных изделий.
Трикотажные машины, предназначенные для выработки трикотажных полотен и изделий, подразделяются на кулирные (машины МТ, КТ, мальезные, интерлок, многозамочные, круглоластичные, кругло- и плоскофланговые и др.) и основовязальные (вертелки, рашель, рашель-вертелки, кокетт и др.).
По конструкции игольниц различают трикотажные машины плоские (иглы расположены в один или два ряда) и круглые (иглы расположены по окружности), а по числу игольниц – одинарные и двойные.
Процесс петлеобразования осуществляется деталями, которые часто называются органами петлеобразования. К ним относятся иглы, платины, нитеводители и пресс. Иглы бывают крючковые, язычковые и движковые.
Крючковые иглы (рис.15.2, а) длительное время являлись единственными и основными при выработке трикотажа. Язычковые иглы разделяются на одноголовочные (рис.15.2, б) и двухголовочные (рис.15.2, в), а движковые – на пазовые (рис.15.2, г) и трубчатые (рис.15.2, д)
Крючковые иглы изготовляют из стальной проволоки, один конец которой образует крючок 1 (см. рис.15.2,а), конец которого 2 обычно называют мыском. Средняя часть 3 иглы носит название стержня. На стержне против мыска имеется углубление 4, называемое чашей. При надавливании на крючок мысок опускается в чашу и закрывает доступ петлям под крючок. Пространство между мыском и чашей называется зевом. Вся верхняя часть иглы (от чаши) называется головкой иглы. Нижний конец стержня может иметь различную форму в зависимости от способа крепления иглы. Часто он отогнут, и образует пятку 5.
Язычковые иглы изготавливают из стальной проволоки или штампуют из стальной ленты; они состоят из стержня 1 (см. рис.15.2,б) с крючком 2 и пяткой 3 и язычка или клапана 4. Язычок имеет на конце выемку, называемую чашей 5, он может вращаться вокруг оси 6 в щели стержня. Язычковые иглы изготавливать значительно труднее, чем крючковые, состоящие из одной детали, особенно для машин высоких классов, где применяют очень тонкие иглы.
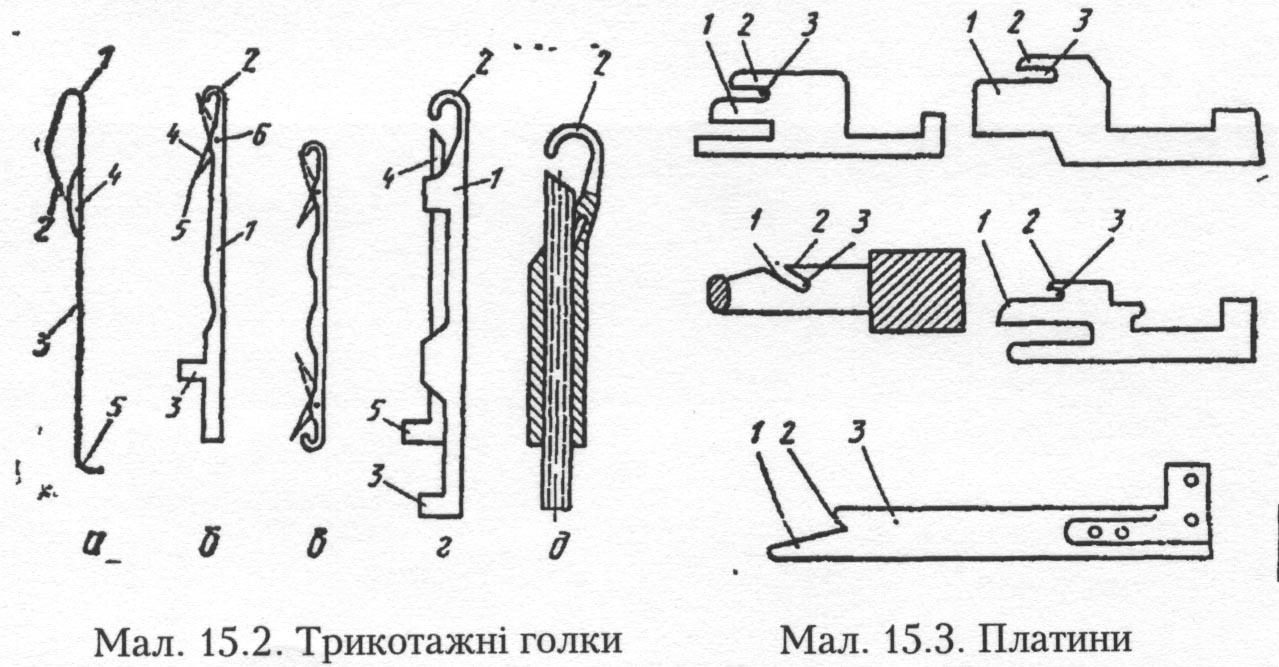
Движок иглы (рис. 15.2, д) перемещается в пазу стержня и закрывает доступ под крючок 2. На этих иглах благодаря встречному движению стержня и движка значительно уменьшена величина их перемещения, что способствует повышению скорости машин. Иглы изготавливают различных размеров (позиций) и устанавливают на машине с определенным шагом неподвижно или подвижно, образуя так называемые фонтуры или игольницы. В зависимости от величины шага набора игл различают машины по классу К, который определяется числом игольных шагов Т, приходящихся на единицу длины Е, т.е. К= Е/Т. Единица длины Е не является одинаковой для всех машин; она устанавливалась исторически в зависимости от принятой системы измерений той страны, где начали выпускать данный вид машин. Например, дюйм английский(25, 4 мм), саксонский (23, 6 мм), французский (27, 8 мм) и др. От класса машины зависят толщина и плотность трикотажа.
Платины – это тонкие стальные пластины различной формы (рис. 15. 3), устанавливаемые между иглами для изгибания нити, перемещения петель вдоль стержня игл и отвода их с пути движения игл. Каждая платина имеет горловину 3, носик 2 и подбородок 1, которым она воздействует на нить.
Нитководитель служит для прокладывания или направления нити на иглы и представляет собой деталь с отверстием, сквозь которое движется нить.
Пресс применяют на машинах с крючковыми иглами: он служит для нажима на крючки игл, чтобы закрыть вход под крючки старым петлям. Чаще всего его конструкция бывает в виде призмы, пластины или диска. Его изготавливают из фибры, пластмассы или стали.
Весь процесс образования петель теоретически принято разбивать на десять операций: заключение, прокладывание нити, кулирование, вынесение, прессование, нанесение, соединение, сбрасывание, формирование и оттяжка.
В зависимости от порядка выполнения этих операций различают два способа петлеобразования: трикотажный и вязальный.
При трикотажном способе петлеобразования (рис 15.4) кулирование осуществляется сразу после прокладывания нити, а при вязальном оно производится позже, вместе со сбрасыванием и формированием. При трикотажном способе обычно используются крючковые иглы, а при вязальном любые. В зависимости от того, какой способ петлеобразования принят на машине, их часто разделяют на трикотажные и вязальные.
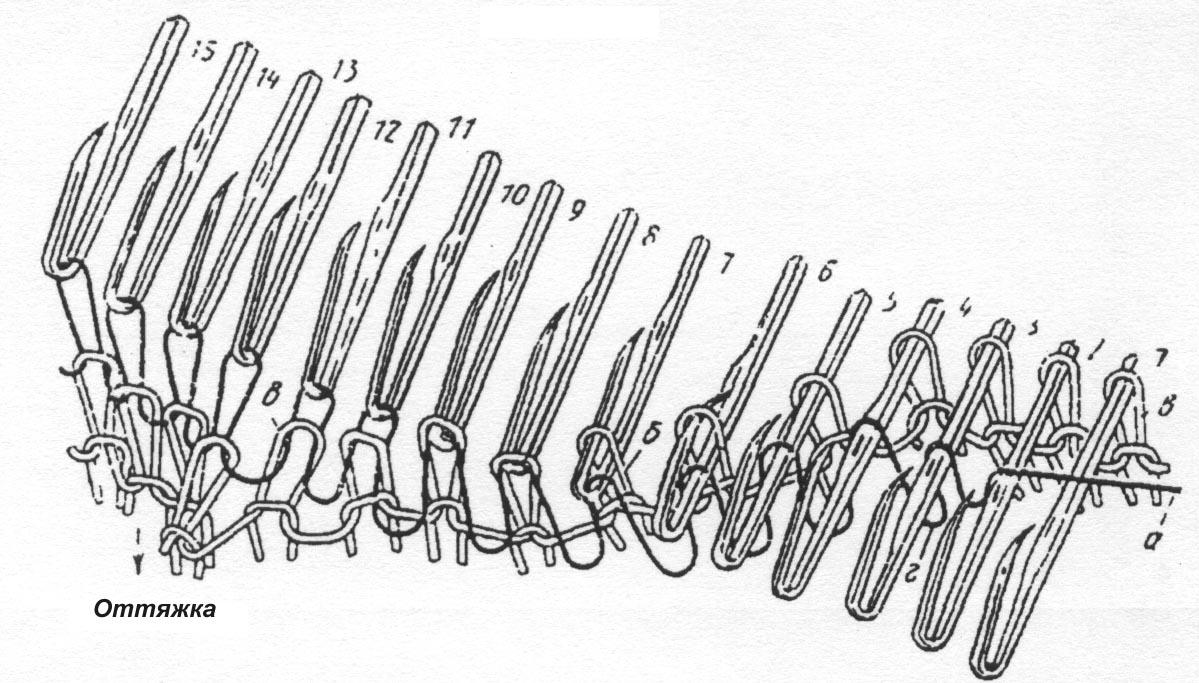
Рис. 15.4. Схема трикотажного способа петлеобразования
Трикотажный способ петлеобразования начинается с операции заключения. Сущность его в том, что старую петлю, находившуюся до этого под крючком, отводят за стержень иглы в положение “в”, чтобы освободить место для прокладывания новой нити (положение 1). Прокладывание новой нити “a” на стержень иглы между старой петлей и чашей осуществляется нитеводителем (положение 1и2). Затем проложенная нить изгибается в незамкнутую новую петлю “г” с помощью платин, выступающих между иглами. Эта операция изгиба нити называется кулированием. После кулироввания изогнутая нить перемещвается под крючком (положение 5). Это перемещение называется вынесением. Затем выполняется операция прессования, цель которой – закрыть вход для старой петли под крючок. Достигается это надавливанием пресса на крючок иглы, пока мысок не попадет в чашку (положение 6 ). Теперь, когда старая петля не может попасть под крючок, ее передвигают на запрессованный крючок и осуществляют нанесение (положение 6 и 7). После выхода старой петли на крючок пресс отходит и крючок распрессовывается, а старая петля перемещается дальше по крючку и встречается с изогнутой нитью. Эта операция называется соединением (положение 8). После него происходит операция сбрасывания, при которой старая петля сталкивается с крючка иглы (положение 10, 11) и повисает на изогнутой нити. Затем старая петля отводится, а изогнутая нить протаскивается сквозь нее, образуя новую петлю. Эта операция называется формированием (положение 12). В последней операции – оттяжке (положения 13, 14, 15) старую петлю отводят за спинки игл, чтобы она не попала на иглы при заключении в следующем цикле петлеобразования.
Вязальный способ петлеобразования позволяет при простом перемещении иглы достичь выполнения ряда операций без дополнительных механизмов, что значительно упростило конструкцию машин. Некоторые операции стали выполнятся одновременно, поэтому последовательность их стала условной. Вязальный способ петлеобразования на язычковой игле показан на рис. 15.5. Заключение осуществляется при подъеме иглы, благодаря чему старая петля, оставаясь неподвижной, перемещается относительно иглы, выходит из-под крючка (положение 3, 4), открывает клапан и, пройдя его, попадает на стержень иглы (положение 5, 6).
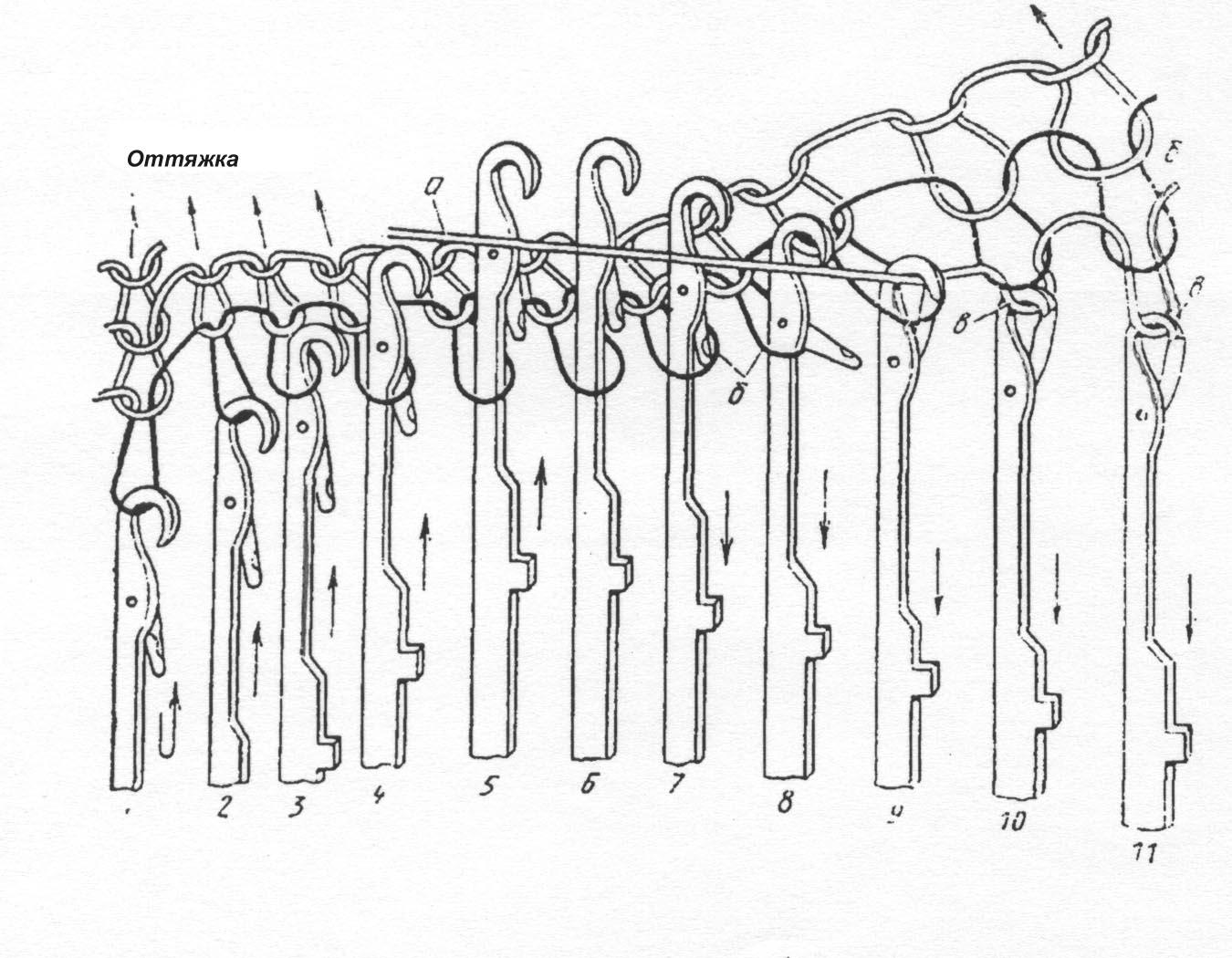
Рис. 15.5. Схема вязального способа петлеобразования
Прокладывание нити происходит на участке между крючком и концом раскрытого клапана (положение 7). При опускании иглы проложенная нить попадает под крючок и тем самым осуществляется вынесение (положение 8, 9). Почти одновременно с вынесением старая петля б начинает закрывать клапан, заграждая доступ под крючок и выполняя, таким образом операцию прессования (положение 8, 9). Сразу после закрытия клапана старая петля находит на него – происходит нанесение (положение 9). Операция нанесения заканчивается соединением, т.е. встречей старой петли с проложенной нитью. К моменту соединения проложенная нить еще только начинает изгибаться крючком опускающейся иглы и, оставаясь поперек ее движения, препятствует сходу старой петли с крючка. Поэтому сбрасывание происходит не сразу после соединения, а несколько позднее, когда нить достаточно изогнется крючком и сможет пропустить старую петлю (положение 10). Таким образом, кулирование начинается почти одновременно с соединением и продолжается при сбрасывании. При дальнейшем опускании иглы кулирование продолжается, но уже с одновременным протягиванием новой петли сквозь сброшенную старую петлю, т.е. совместно с операцией формирования (положение 11). Закончив опускание, игла начинает подниматься. В это время осуществляется оттяжка старой петли за спинку иглы, чтобы она снова не попала на иглу, а новая петля, чтобы сохранить форму, поворачивается под натяжением в плоскость, которая перпендикулярна игле (положения 1, 2, 3).
Переплетением трикотажа называется определенный порядок расположения и соединения петель в трикотажном полотне. По способу образования трикотажные переплетения делятся на кулирные (поперечно-вязаные) и основовязаные (продольно-вязаные). Трикотаж, как кулирный, так и основовязаный, делится на три группы: простейшие или главные, производные и рисунчатые.
К группе главных относятся переплетения, образованные из петель одинакового размера и формы (кулирные – гладь, ластик, двухизнаночный; основовязаные – цепочка, трико, ластичное трико, атлас). В группу производных входят такие трикотажные переплетения, которые образуются путем сочетания двух или более видов главных переплетений (кулирные – интерлок, производная гладь; основовязаные – сукно, шарме, атлас суконный и др.). Рисунчатые переплетения создаются на основе главных или производных переплетений путем изменения их структуры или ввязывания дополнительных нитей (платированные, прессовые, жаккардовые и др.).
Каждая группа переплетений делится на две подгруппы одинарных и двойных переплетений. Одинарный трикотаж имеет четко выраженные лицевую сторону и изнанку, двойной трикотаж может быть однолицевым и двулицевым.
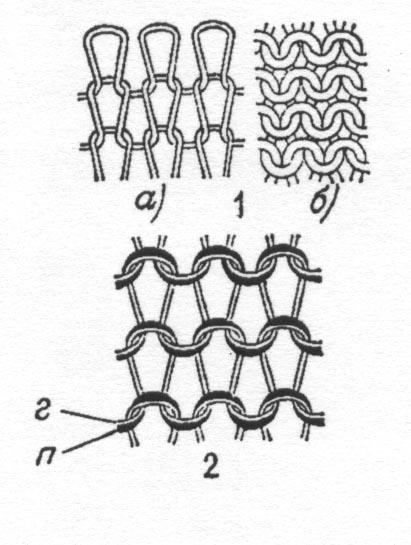
Рис. 15.6. Поперечно-вязаный гладкий
однострочный трикотаж:
1 – обыкновенный;
а) «лицо»;
б) изнанка;
2 – платированный;
г) грунтовая нить;
п) покровная нить
Кулирный трикотаж получают путем последовательного изгибания в петли одной нити. При последовательном прокладывании нити на все иглы машины образуются петельные ряды – горизонтально расположенные петли, число которых равно числу игл в машине. Каждый новый петельный ряд сбрасывается (навешивается) на предыдущий, при этом петли рядов соединяются между собой, образуя полотно. Петельные столбики кулирного трикотажа расположены вертикально. Кулирный трикотаж делят на одинарный и двойной.
Одинарный трикотаж (рис. 15.6) получают на машинах с одной игольницей (мальезных, МТ, коттон-машинах, круглочулочных автоматах и др.). Такой трикотаж называют гладью. Он легко распускается в горизонтальном направлении, хорошо растягивается, имеет на лице «столбики», а на изнанке – дуги, выпускается обыкновенным, с начесом, платированным (на иглы одновременно прокладывают две нити, разные по волокну или цвету для образования рисунка) и др.
Двойной трикотаж (рис. 15.7) – более плотный, некоторые виды его почти не распускаются (интерлок). Двойной трикотаж вырабатывается на машинах с двумя игольницами (фанговых, интерлочных, оборотных и др.).
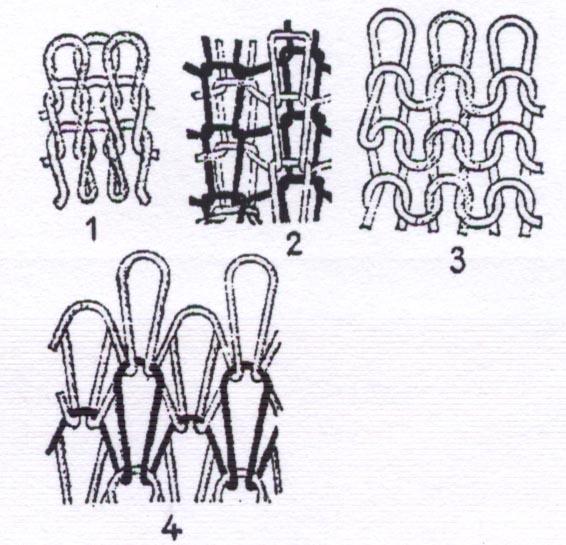
Рис. 15.7. Поперечно-вязанный
двухсторонний трикотаж:
1 – ластик;
2 – интерлок (двойной ластик);
3 – оборотный;
4 - фанг
Основные виды двойного трикотажа следующие: ластик – сильно растягивается в ширину, не распускается с начала вязки (петельные столбики на лицевой и изнаночной стороне);
интерлок – значительно более плотный, прочный, меньше растягивается и почти не распускается (перекрестные переплетения двух ластиков, вплетенных в одно полотно, причем каждый из них образуется из одной нити);
фанг – толстый, двухсторонний, с удлиненными петлями на обеих сторонах;
полуфанг – имеет разную лицевую и изнаночную стороны (на лицевой стороне петли расширенные, на изнаночной – удлиненные);
плюш – одна нить образует петли нормального размера, а другая – увеличенные, создающие на поверхности ворс (может быть петельным и разрезным), иногда в виде рисунка;
жаккардовый – с цветным и рельефным узором.
Основовязаный трикотаж (рис. 15.8) изготовливают изгибанием нитей (основы). После образования петель нити переносят на рядом расположенные иглы, и таким образом происходит связывание между собой петельных столбиков.
Основовязаный трикотаж отличается от кулирного наклонным расположением петель и малой распускаемостью. Он бывает также одинарным и двойным. По виду его делят на трикотаж вертикальный и с рашель-машин; по видам переплетения – цепочка, трико, сукно-трико, филейный и др.
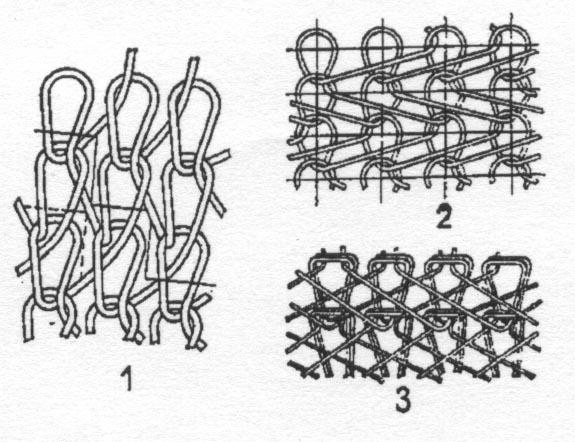
Рис. 15.8. Основовязанный трикотаж:
1 – трико;
2 – сукно;
3 – трико-сукно
Новые трикотажные полотна включают малорастяжимые и вязано-тканые полотна.
Малорастяжимые полотна получают путем комбинации нескольких переплетений, включающих в себя элементы утка, длинных протяжек, набросков и т.д. За счет выделения этих элементов полотно приобретает формоустойчивость. Применяют его главным образом для изготовления верхней одежды, белья.
Вязано-тканые полотна отличаются от обычных трикотажных полотен введением в структуру трикотажного полотна элементов, имитирующих ткань. Такие полотна обладают свойствами и трикотажа, и ткани. Они формоустойчивы. Применяются в основном для изготовления верхней одежды.
Трикотажные изделия бывают вязаные (регулярные и полурегулярные), кроеные (изготовленные из трикотажного полотна) и комбинированные (сочетания деталей вязаных и кроеных из полотен).
Регулярными называют изделия, форма которым придается в процессе вязания (свитеры, рейтузы, джемперы, жакеты, почти все чулочно-носочные изделия, вязаные перчатки и варежки, платки, шарфы, некоторые виды головных уборов).
Полурегулярными являются изделия, детали которых частично формируются в процессе вязания (верхний трикотаж). Окончательную форму изделиям придают при пошиве. Детали верхних и бельевых полурегулярных изделий вырабатывают на плоских и круглых машинах.
Кроеными называют изделия, которые свою форму и размер приобретают при раскрое трикотажного полотна и пошиве. К этой группе относятся почти все бельевые изделия, многие виды изделий верхнего трикотажа, часть перчаточных и чулочных.
Технология изготовления трикотажного женского костюма в ателье. Процесс производства трикотажного костюма включает в себя ряд последовательно выполняемых операций, представленных на рис. 15.9. Этот процесс во многом аналогичен производству швейных изделий, но у него есть и свои особенности, поскольку форма изделия может создаваться в процессе вязания полотна.
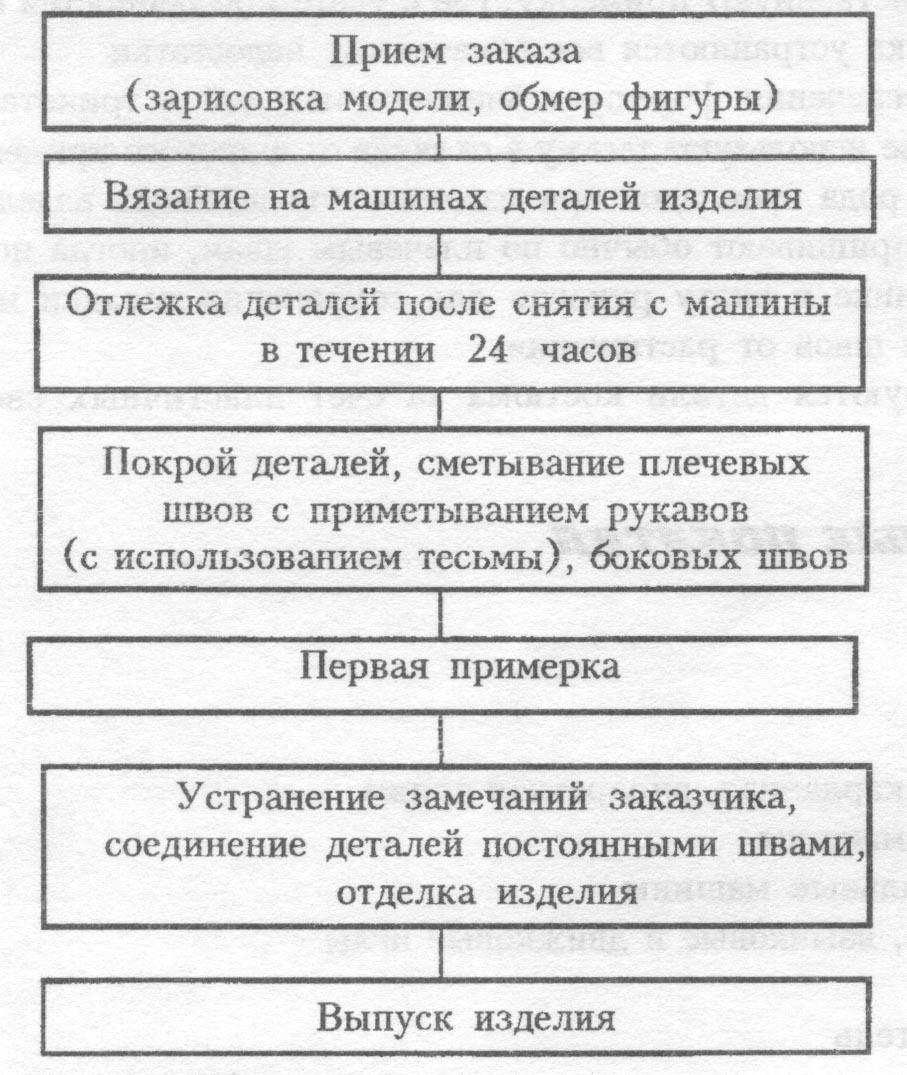
Рис. 15.9. Последовательность выполнения операций
при изготовлении женского костюма
Прием заказа осуществляется в присутствии заказчика, который выбирает модель из предложенных готовых образцов, зарисовывается уточненная модель. Затем снимаются мерки: окружность груди, бедер, длина изделия. По данным меркам на вязальных машинах изготавливают детали костюма.
С учетом таких свойств трикотажного полотна, как растяжимость и закручиваемость, готовые детали после снятия с машины должны отлежаться в течение 24 часов с целью приобретения ими естественной формы. Далее детали подвергаются влажной тепловой обработке и вновь отлеживаются на стеллажах 24 часа.
Скомплектованные детали изделия подвергаются подрезке по лекалам и направляются на сметывание плечевых швов с приметыванием рукавов. В сметанном виде изделие поступает на первую (и единственную) примерку, где с учетом особенностей фигуры заказчика устраняются все замеченные недостатки.
Для обеспечения формоустойчивости изделий в трикотажном производстве используют тесьму в отличие от широкого применения различного рода прокладов при изготовлении швейных изделий.
Тесьму пришивают обычно по плечевым швам, иногда по горловине, спинке и окату рукавов для сохранения посадки и предохранения швов от растяжения.
Формируются детали костюма за счет пластичных свойств материала.