

11.7.Анализ использования оборудования по времени и мощности
Для анализа использования оборудования во времени привлекаются:
1) календарный фонд времени:
|
Календарный = фонд времени |
Количество установленного * оборудования |
Число календарных * дней |
24ч. |
2) режимный фонд:
|
Режимный фонд времени |
= |
Количество установленного оборудования |
* |
Количество рабочих дней |
* |
|
Количество часов в смену |
* |
Количество смен |
возможный или располагаемый фонд времени, за вычетом нерабочего времени и времени ремонта;
плановый фонд времени — время, необходимое для выполнения производственной программы;
время фактически отработанное (производительное, непроизводительное);
6)время производительное (машинное и вспомогательное). Состав календарного фонда времени приведен на рис. 5
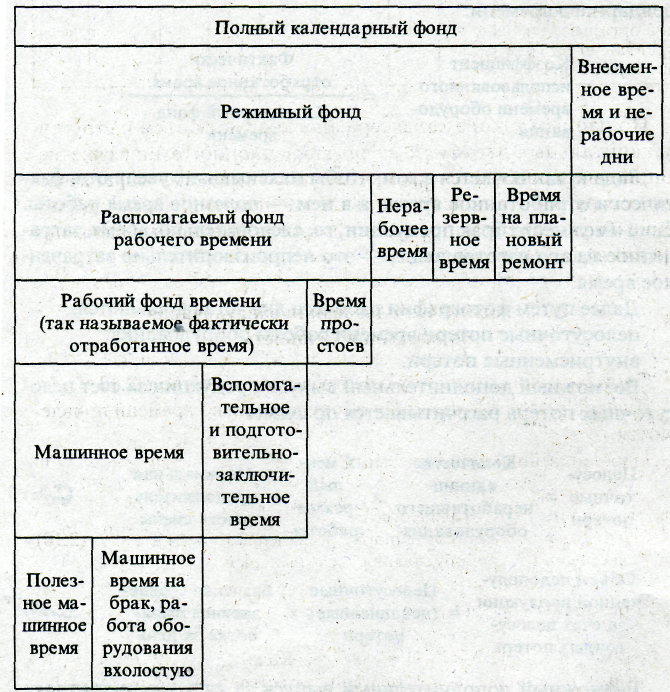
Рис. 5. Состав календарного фонда времени работы оборудования
Резерв лучшего использования оборудования по времени заключается в:
-сокращении времени на ремонт оборудования в пределах не обходимого по нормам;
-ликвидации простоев в работе оборудования;
-уменьшении доли подготовительно-заключительного времени
-увеличении доли фактически отработанного и полезно затраченного времени.
С этой целью рассчитывается коэффициент использования календарного времени:
|
Коэффициент использования времени оборудования |
= |
Фактически отработанное время |
/ |
Календарный фонд времени |
Задача заключается в том, чтобы максимально увеличить фактически отработанное время, а в нем — полезное время работы. Если имел место брак продукции, то, следовательно, время, затраченное на его изготовление, — это непроизводительно затраченное время.
Далее путем фотографии рабочего дня устанавливаются: целосуточные потери времени работы оборудования; внутрисменные потери.
Возможный дополнительный выпуск продукции за счет целосуточных потерь рассчитывается по схеме:
|
Целосуточные потери |
= |
Количество единиц неработающего оборудования |
* |
Сменный режим работы |
* |
Номинальная продолжительность смены |
|
Объем недополученной продукции за счет целосуточных потерь |
= |
Целосуточные (целодневные) потери |
* |
Базисная среднедневная выработка за день |
Возможный дополнительный выпуск за счет внутрисменных потерь равен:
|
Объем нелдополученной продукции за счет внутрисменных потерь |
= |
Количество фактически отработанных дней |
* |
Внутрифирменные потери, в часах за день |
* |
Среднечасовая выработка оборудования |
Следует отметить, что на многих предприятиях фактический баланс фонда времени работы оборудования составляется нерегулярно, а поскольку учет находится на низком уровне, то балансы нередко малодостоверны. Обычно величина простоев занижена за счет соответствующего увеличения отработанного времени. Для устранения этого дефекта и выяснения величины простоев прибегают к хронометражу и фотографии работы оборудования.
Анализируя время работы и время простоев оборудования, следует учесть регламентированные и заранее запрограммированные перерывы в работе, связанные с содержанием оборудования, обучением персонала, и другие причины. Ликвидация и сокращение простоев составляет резерв увеличения загрузки оборудования по времени.
Коэффициент использования времени работы оборудования:
Фактические затраты времени на единицу продукции
Квр = ---------------------------------------------------------------------
Нормативное расчетное время на единицу продукции
Важными показателями использования оборудования по времени является сменный режим работы, а также коэффициент сменности, предусмотренный в паспорте предприятия, запланированный, средний по предприятиям данного типа, фактический.
Машиносмены, фактически обработанные
оборудованием
К сменности работы оборудования = -------------------------------------------
Количество установленного оборудования
Коэффициент сменности зависит от типа предприятия и режима его работы.
Повышение эффективности использования работающего оборудования достигается двумя путями:
увеличением экстенсивной нагрузки оборудования (количественные показатели: действующее и бездействующее оборудование, коэффициент сменности работы оборудования и т.д.);
интенсивным использованием оборудования (качественный показатель, характеризующий улучшение использования оборудования в единицу времени, т.е производительность работы оборудования):
Фактически отработанное время в часах
К экстенсивности нагрузки оборудования = --------------------------------------
Время работы по плану или норме
Если вести расчет через коэффициент сменности, то
оборудования):
Фактический коэффициент времени в часах
К экстенсивности нагрузки оборудования = ---------------------------------------------
Плановый коэффициент
Коэффициент экстенсивной нагрузки стремится к единице. Объем недополученной продукции за счет более низкого коэффициента сменности рассчитывается так:
|
Изменение объема продукции |
= |
1 - ------------------------ Плановый коэффициент |
* |
Объем продукции по плану или базе |

 Фактический
коэффициент сменности
Фактический
коэффициент сменности Если расчет ведется через коэффициент сменности, то:
Фактический объем продукции, работ, услуг
К интенсивности нагрузки = ---------------------------------------------------------:
Фактический коэффициент сменности
Плановый или базисный объем продукции, работ, услуг
:------------------------------------------------------------------------
Плановый коэффициент сменности
Коэффициент интенсивной нагрузки должен быть больше 1.
Эффективность использования оборудования рассчиты-вается по подразделениям и предприятию в целом, но главное внимание уделяется анализу использования оборудования в основном производстве.
Интегральный коэффициент нагрузки учитывает интенсивное и экстенсивное использование оборудования.
|
К интегральной нагрузки оборудования |
= |
Коэфф-ициент исполь-зования мощно-стей |
* |
Коэффи-циент исполь-зования времени |
* |
Коэффи-циент смен-ности |
* |
Коэффи-циент машин-ного времени в фактиче-ски отработа-нном |
Ведется подробный анализ производственных мощностей предприятия. С этой целью изучаются:
-объем продукции;
-производственная мощность предприятия;
-коэффициент загрузки оборудования;
-количество единиц установленного и фактически работающего оборудования;
-коэффициент сменности.
Для характеристики использования производственной мощности сопоставляют фактический объем производства с теоретически максимально возможным, заложенным в проекте.
Использование производственной мощности предприятия можно характеризовать по схеме (табл. 108,109).
Имея такую информацию, анализируют, насколько производственная мощность на начало года соответствует среднегодовой мощности за предыдущий год и чем вызвано снижение или увеличение производственной мощности.
На каждом предприятии составляют расчет производственной мощности, который представляет собой максимально возможный выпуск продукции. В связи с изменением в составе оборудования корректируется проектная мощность производства, с учетом чего анализируется использование производственной площади.
Загрузка оборудования характеризуется сопоставлением времени фактической работы станков и оборудования с временем их должного функционирования исходя из проекта
Таблица 108
Степень использования производственных мощностей по выпуску того или иного вида продукции
|
Виды продук-ции |
единица изме- рения |
Мощность на начало года |
Изменение мощности в отчетном году | ||||
|
Увеличено |
уменьшениепо причине | ||||||
|
все- го |
за счет орг.- технических мероприятий |
все- го |
изменения по номенк-латуре и трудоем-кости |
выбы- тия по ветхости | |||
или принятой стратегии работы предприятия.
Таблица 109
Использование производственных мощностей по подразделениям предприятия
|
Наименование основных видов продукции
|
Единица измерения
|
Среднегодовая мощность по расчету на 2008 г |
Выпуск продукции |
Коэффициент ис- пользования среднегодовой мощности по расчету на 2008 г. | ||||
|
план на 2009г; |
факт 2008 г |
план |
фактически | |||||
|
Основное производство в том числе: |
|
|
|
|
|
| ||
|
Заготовитель ное производст во, в том числе: |
|
|
|
|
|
| ||
|
Степень реальной загрузки оборудования |
= |
Время произведенной работы ------------------------------------------ Возможный фонд времени |
| |||||
|
Индекс максимальной загрузки оборудования |
= |
Количество действующего оборудования ----------------- Количество существующего оборудования |
* |
Реальное время работы оборудования -------------- Теоретическое время работы оборудования |
* |
Реально произ-веденный объем продукции за 1ч. --------------------------- Максимально возможный объем продукции |





Экстенсивное Интенсивное
использование использование
Наряду с изучением потерь времени работы оборудования целесообразно изучить загрузку отдельных видов оборудования, так как полезное время работы зависит от загрузки каждой единицы оборудования.
Анализ загрузки оборудования обычно проводится в тесной связи с анализом производственных мощностей.
Схема анализа загрузки оборудования представлена в таблицах 110,111.
По приведенной информации анализируют: долю фактически работающего оборудования в установленном, загрузку оборудования по времени (табл.110), загрузку оборудования по объему продукции (табл. 111).
Таблица 110
Показатели загрузки оборудования
|
Наименование оборудования по видам |
Количество единиц оборудования |
Плановый фонд времени |
Величина простое по причинам |
Фактически отработанное время | ||||
|
уста- новлено |
факти- чески рабо- тало |
отсут- ствия мате- риалов |
отсут- ствия энер- гии |
неисправ- ности оборудо- вания |
и т.д. | |||
Таблица111
Распределение производственной программы согласно видам оборудования и его загрузка по предприятию
|
Показатели |
Виды оборудования (станков) | ||||||
|
|
токарные |
карусельные |
строгальные |
фрезерные |
шлифовальные |
кузнечно-прессовое |
прочие |
|
Объем товарной продукции |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Производственная мощность при двухсменной работе, тыс. станко-ч |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
| |
|
Коэффициент загрузки оборудования при двухсменной работе, % |
|
|
|
|
|
|
|