

4.3.1 Технологический процесс ковки.
Процесс ковки включает в себя следующие операции:
Рубка заготовки на длину l=434 мм.
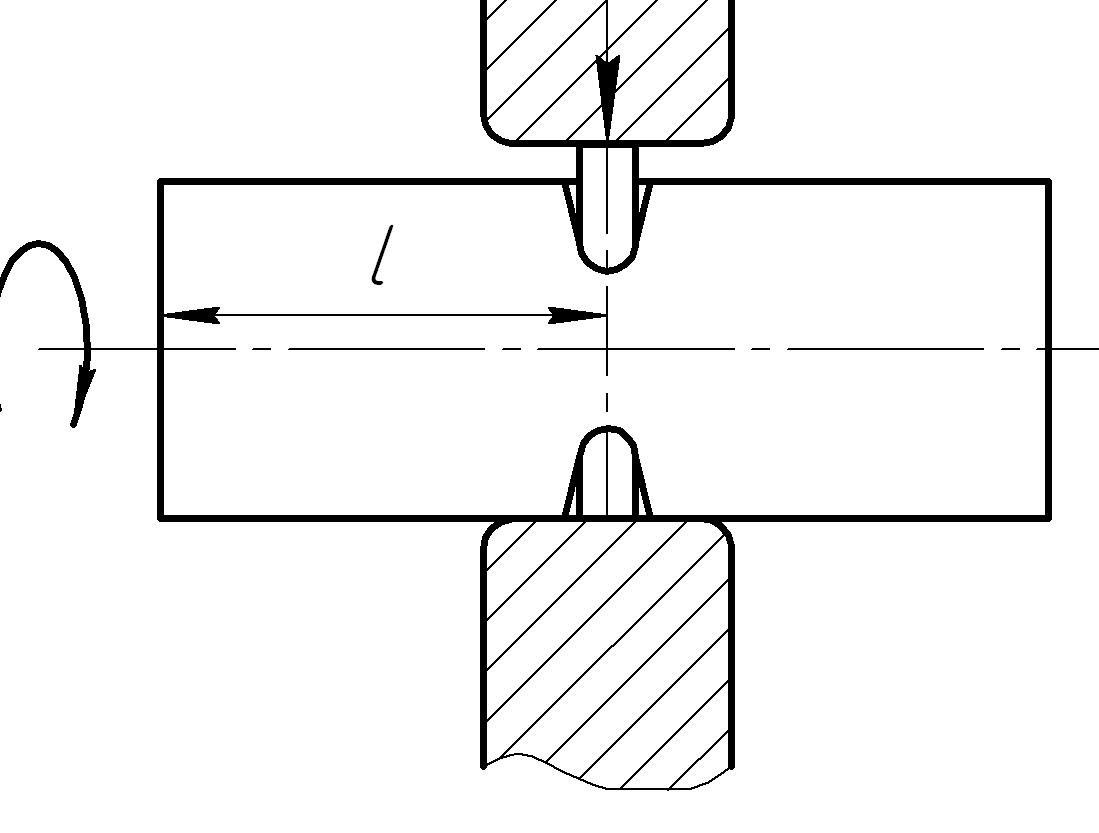
Рис. 9 Процесс рубки заготовки.
Разметка заготовки согласно данным указанным на рис.8.
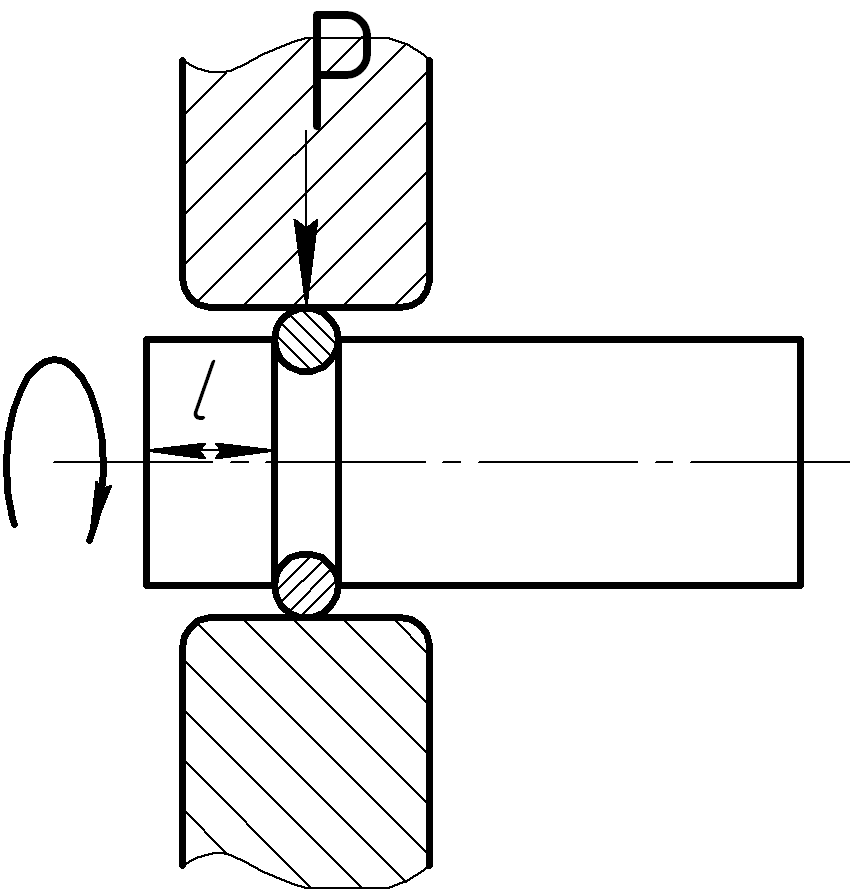
Рис.10 Процесс разметки заготовки.
Протяжка заготовки на диаметр D (Табл. 14).
Правка поковки.
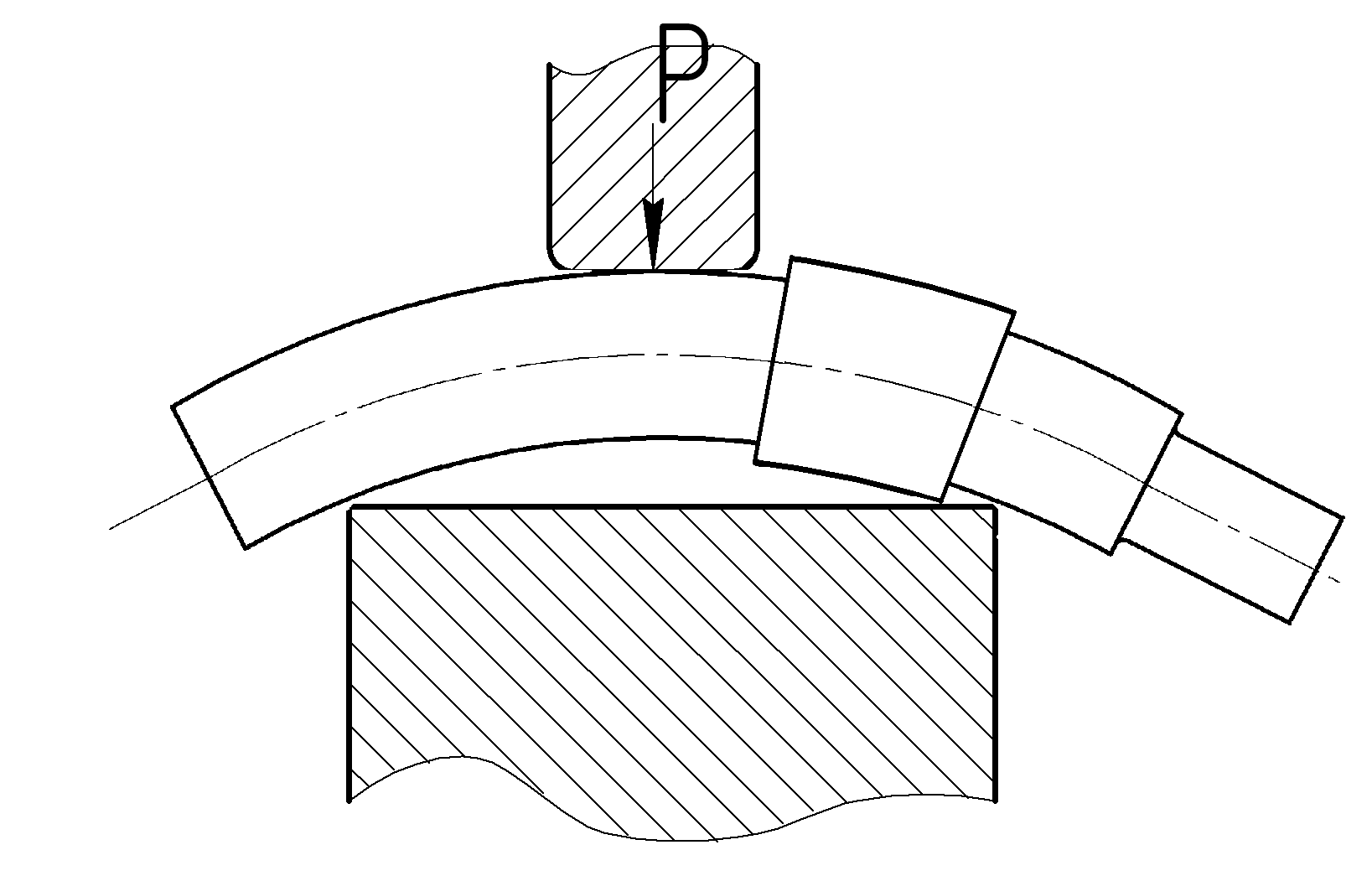
Рис. 11 Процесс правки поковки.
Проглаживание поковки.
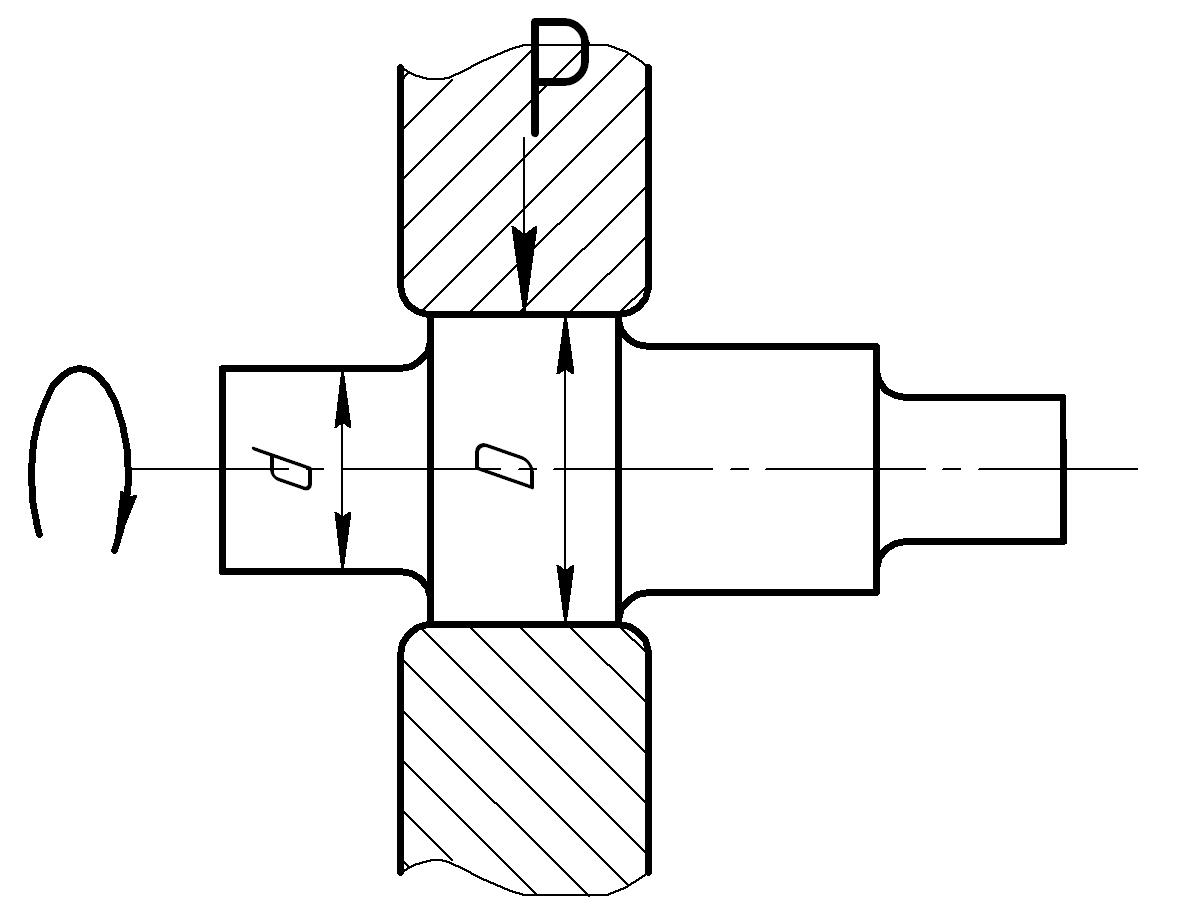
Рис. 12 Процесс проглаживания поковки.
Таблица 14.
Процесс протяжки
Наименование операции |
Эскиз операции |
Протяжка участка I на диаметр 53мм и длину 64,5 мм |
I
II
III
IV |
Протяжка участка IV на диаметр 77мм и длину 669мм. |
I
II
III
IV
III |
Протяжка участка II на диаметр 77мм и длину 87мм |
I
II
III
IV
I
II
III |










4.4 Технологические процессы предварительной термической обработки детали
С целью улучшения обрабатываемости кованой заготовки и подготовки структуры к окончательной термической обработке заготовку подвергают предварительной термической обработке. Способ предварительной термической обработки выбирается в зависимости от марки стали. Для заготовки из стали 45 выбираем нормализацию. Она заключается в нагреве заготовки до аустенитного состояния, последующей выдержке для прогрева и завершения фазовых превращений, охлаждении на спокойном воздухе. В результате нормализации уменьшаются внутренние напряжения, эвтектоид приобретает более тонкое строение. Благодаря полной фазовой перекристаллизации при нормализации устраняется крупнозернистая структура, полученная при прокатке. Таким образом, основное назначение нормализации заключается в устранении дефектов предыдущих технологических операций (прокатки) и в подготовке структуры с целью улучшения обрабатываемости режущим инструментом. Отметим, что после нормализации сталь будет иметь структуру сорбит (дисперсная ферритно – цементитная смесь). Такая структура будет наилучшей для механической обработки.
Рис. 13 График предварительной термообработки.
Время нагрева стальных изделий до заданной температуры или скорость нагрева зависят главным образом от температуры нагрева, степени легированности стали, конфигурации изделия, мощности и типа печи, величины садки, способа укладки изделия и других факторов. Для электропечи время нагрева равно:
![]() , (74)
, (74)
где
![]() - время нагрева, мин;
- время нагрева, мин;
![]() - норма нагрева, с/мм;
- норма нагрева, с/мм;
![]() - диаметр заготовки, мм;
- диаметр заготовки, мм;
![]() - коэффициент времени нагрева в зависимости
от расположения изделий в печи (
- коэффициент времени нагрева в зависимости
от расположения изделий в печи (![]() при отдельном друг от друга расположении
заготовок).
при отдельном друг от друга расположении
заготовок).
Время выдержки изделий при данной температуре определяется в зависимости от условной толщины заготовки, которая определяется как произведение ее фактической средней толщины на коэффициент формы (Kф = 1).
Время выдержки в электропечи при нагреве под нормализацию составляет:
![]() ,
(75)
,
(75)
где
![]() - условная толщина заготовки, мм.
- условная толщина заготовки, мм.
Время охлаждения заготовки на спокойном воздухе:
![]() ,
(76)
,
(76)
где
![]() - температура нормализации, °С;
- температура нормализации, °С;
![]() - скорость охлаждения на спокойном
воздухе, °С/с∙см.
- скорость охлаждения на спокойном
воздухе, °С/с∙см.