

4.10 Сварка.
Полученные детали необходимо сварить между собой. Сварка будет производиться в стык. Сварку необходимо произвести с односторонней разделкой кромок (на штоке). Наиболее рациональный способ получения кромки в данном случае является снятие фаски 10x45o.Для того чтобы в процессе сварки установленные зазоры и положение деталей не изменялись, перед сваркой делают предварительную прихватку деталей.
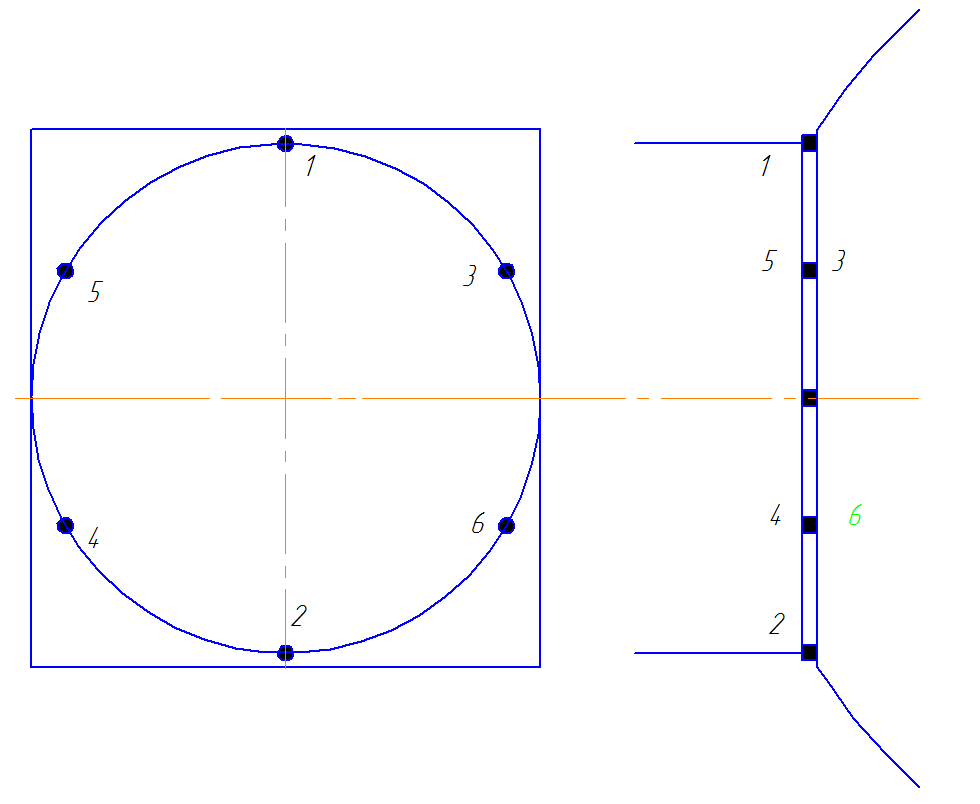
Рис. 17 Расположение точек прихвата.
При сварке регламентируют только два параметра режима — диаметр электрода и сварочный ток. Диаметр электрода dэ выбирают исходя из толщины S свариваемых изделий
Таблица 18
Зависимость диаметра электрода от толщины свариваемых деталей.
S, мм |
1-2 |
3-5 |
4-10 |
12-24 |
30-60 |
dэ, мм |
2-3 |
3-4 |
4-5 |
5-6 |
6-8 |
Выбираем электрод диаметром 6мм. Сварочный ток I указывается в паспорте на марку электрода. Его ориентировочно можно определить по упрощенной формуле
I (А) = (20 + 5 dэ ) dэ=(20+5*6)*6=300А (91)
Напряжение дуги может быть вычислено по формуле:
Uд = а + b l=20+4*6=44В (92)
где а = 8...25 В, b = 2,3...4,3 В/мм, l - длина дуги в мм.
Эффективная мощность дуги:
Qэ = hэ Q0=0,75*13,2=9,9кВт (93)
где hэ эффективный КПД процесса нагрева металла, hэ = 0,7...0,85, Q0 - полная мощность, выделяющаяся в столбе дуги определяемая по формуле:
Q0 (Вт) = I Uд=300*44=13,2кВт. (94)
Для выбора марки электрода необходимо знать химический состав стали 45 (ГОСТ 1050-88) (табл. 12)
Наиболее подходящим является электродная проволока 6Св-45. Диаметром 6мм и длиной 450мм.
Условное обозначение электрода:
![]() ,
,
где Э55 - тип электрода, 03С-4 марка, 6,0 – диаметр в мм, У – для углеродистой нисколегированной, Г – с особо толстым покрытием, Е50 – предел прочности сварного шва (500МПа), 1 –относительное удлинение (11%), 6 — ударная вязкость не менее 50 Дж/см2, Б — с основным покрытием; 1 - для сварки во всех пространственных положениях; 0 - на постоянном токе обратной полярности.
Ориентировочный показатель свариваемости материала конструкции - стали марки 45, исходя из ее химического состава:
Сэ = С + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15 (95)
Сэ =0,45+0,6/6+(0,25+0+0)/5+(0,3+0,25)/15= 0,59%
Сталь относится к хорошо свариваемым материалам.
Рассчет массы наплавленного металла и количества необходимых электродов:
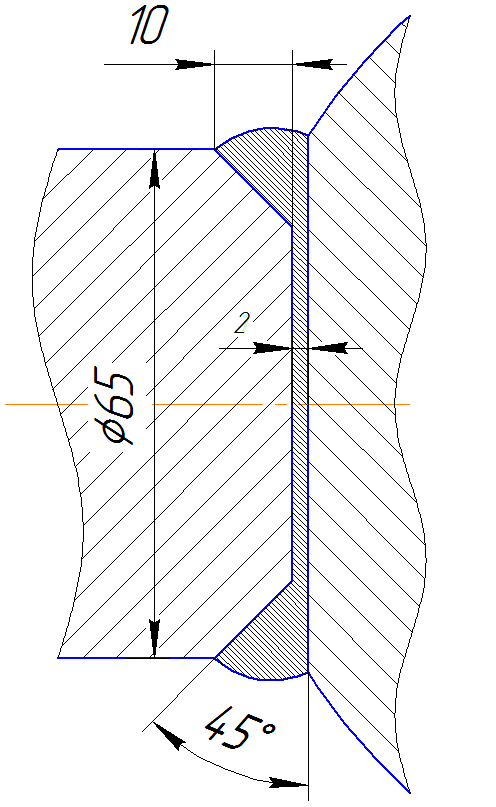
Рис. 18 Параметры сварного шва.
Расчет массы производится по размерам указанным на рис.18.
Площадь сечения сварного шва стыкового соединения:
Fст = Кст • (F2▲ + F▄) = 1,2 (10*10*2 + 65*2) ≈ 190 мм2, (96)
где Кст - коэффициент, учитывающий увеличение площади сечения шва за счет высоты усиления и величины проплава (Принимаем равным 1,2).
Объём сварного шва стыкового соединения:
Vст = Fст • Lст = 190*2*3.14*65 =77558 мм3 =7.7558*10-5 м3, (97)
где Lст - длина сварного шва стыкового соединения.
Масса наплавленного металла в сварном шве изделия:
gМе = V∑ • ρ = 7.7558*10-5 *7,8*103 = 0,6 кг = 600г, (98)
где ρ - плотность материала шва (для стали 7,8*103 кг/ м3).
Необходимая масса электродного материала:
gэ∑ = gМе /0,8 =750 г. (99)
Масса рабочей части электрода (Lэл = 450мм) диаметром 6 мм стандартной длины:
gэ = Fэл • Lэл • ρ = (3,14*62*450*7,8*10-3)/4 = 99 г. (100)
Количество электродов, необходимое для изготовления изделия:
N = gэ∑ / gэ = 750 / 99 = 7.57 ≈ 8 электродов. (101)
Основное время сварки:
t = 750 / 10 / 300 = 0,25часа = 15 мин. (102)