

4.6 Окончательная термическая обработка
Окончательная термическая обработка формирует свойство готового изделия. Для стали 45 рационально проводить закалку в воде и высокий отпуск. Конструкционные стали подвергают закалке с целью повышения твердости и прочности путем образования неравновесных структур и отпуску для снятия внутренних напряжений, снижения твердости и увеличения пластичности и вязкости закаленных сталей.
Режим закалки:
Температура нагрева – 800 – 830°C.
Время нагрева изделия в электропечи под закалку:
![]() .
(76)
.
(76)
Время выдержки изделия при температуре закалки:
вз = 2,5+0,5 = 28,3мин
где = 51,5 мм.
Время охлаждения изделия в воде:
![]() ,
(78)
,
(78)
где
- температура закалки, °С;
![]() - скорость охлаждения в воде, °С/с∙см.
- скорость охлаждения в воде, °С/с∙см.
Режим отпуска:
Температура нагрева – 400 – 500°C.
Время нагрева изделия в электропечи:
![]() (79)
(79)
Время выдержки изделия:
![]() .
(80)
.
(80)
Время охлаждения изделия на воздухе:
![]() ,
(90)
,
(90)
где
- температура отпуска,
![]() °С;
- скорость охлаждения на воздухе.
°С;
- скорость охлаждения на воздухе.
Нагрев производиться в камерной электропечи СНЗ-4,0.8,0.2,6/12.
Загрузка производится на специальных подставках.
Рис.14 График термообработки.
После окончательной термической обработки механические свойства вала приведены в табл.17.
Таблица 17
Свойства стали после окончательной термической обработки.
В, МПа |
02, МПа |
,% |
КСИ, Дж/м2 |
Твердость поверхности HRC |
800-1000 |
550 |
10 |
8 |
30 |
4.7 Чистовая механическая обработка
Маршрут чистовой механической обработки:
Чистовое точение поверхностей, снятие фасок, нарезание резьбы.
Шлифование наружных диаметров штока на круглошлифовальном станке 3М173.
Смотри операционные карты (операции с 3 по 5).
Притупить острые кромки и зачистить заусенцы. Далее следует промыть деталь и произвести приемочный контроль. Клеймить деталь.
4.8 Операция хромирования детали
Хромировать поверхности указанные на чертеже ДП.060954.00.11 на глубину h = 0,15 мм.
Подготовка детали к хромированию: поверхность детали должна быть гладкой, обезжиренной и свободной от окислов. Чистота поверхности достигается соответствующей обработкой, части детали, не требующие покрытия хромом целлулоидным лаком отверстия в детали закрывают свинцовыми пробками.
В качестве электролита для наращивания слоя хрома на детали применяют следующий состав: хромовый ангидрид (CrO3 ), серная кислота (Н2SO4), вода.
Время хромирования определяется по формуле:
![]() (91)
(91)
где h=0,15 мм толщина покрытия;=6,7 г/см3 удельный вес хрома; с=0,324 г/ч теоретический выход хрома; Dk=25-80 плотность тока;=0,12-0,15 КПД ванны.
4.9 Изготовление проушины.
Данная деталь предназначена для крепления штока к стреле комбайна (рис 15).
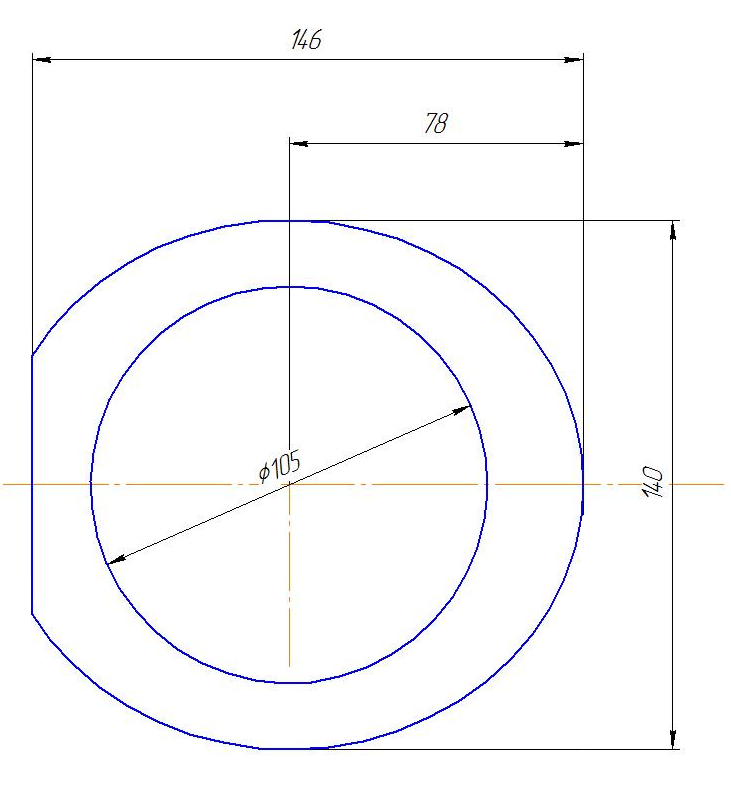
Рис. 15 Проушина штока гидроцилиндра.
В качестве заготовки выбираем прокат овального сечения (a=78,b=70).
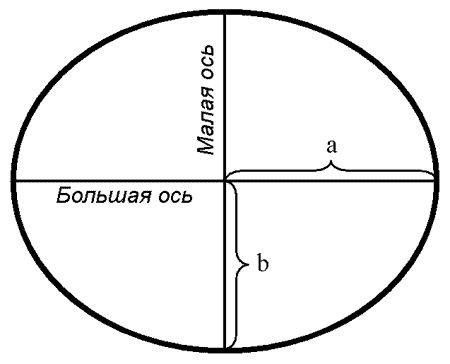
Рис. 16 прокат овального сечения.
Соединение проушины и штока будет производиться сваркой. Чтобы подготовить деталь к сварке необходимо отрезать боковую поверхность на пилоотрезном станке 8В66А станке. Смотри операционные карты (операция 6).
Отверстия под шарнирный подшипник (тип Ш Гост 3633-78) с посадочным диаметром 105 мм получаем в два этапа:
-сверлим на радиально-сверлильном станке 2С550 отверстие с диаметром 50мм (см операционные карты, операция 7).
-растачиваем отверстия до диаметра 105 мм на отделочно-расточном станке 2733П (см операционные карты, операция 8).