Правила образования посадок
Можно применять любое сочетание полей допусков, установленных стандартом.
Посадки должны назначаться либо в системе отверстия, либо в системе вала.
Применение системы отверстия предпочтительнее.
Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347—82), при этом в первую очередь — предпочтительным.
Посадки с 4-го по 7-й квалитеты рекомендуется образовывать путем сопряжения отверстия на квалитет грубее, чем вал.
Отверстия при прочих равных условиях изготавливаются с большими погрешностями, чем валы, поэтому и допуск посадки делится не поровну, большая часть отдается отверстию, меньшая — валу.
Нанесение предельных отклонений размеров
При указании предельных отклонений следует руководствоваться следующими правилами.
1. Предельные отклонения размеров следует указывать непосредственно после номинальных размеров.
2 Предельные отклонения линейных и угловых размеров относительно низкой точности допускается не указывать непосредственно после номинальных размеров, а оговаривать общей записью в технических требованиях чертежа. Например, Н14, h14, ±1714/2, что означает — неуказанные предельные отклонения отверстий должны быть выполнены по Н14, валов — по h14, прочие размеры должны иметь симметричные отклонения ±1Т14/2.
Данная запись одновременно устанавливает предельные отклонения радиусов закруглений, фасок, углов с неуказанными допусками. Числовые значения предельных отклонений приведены в ГОСТ 25670—83.
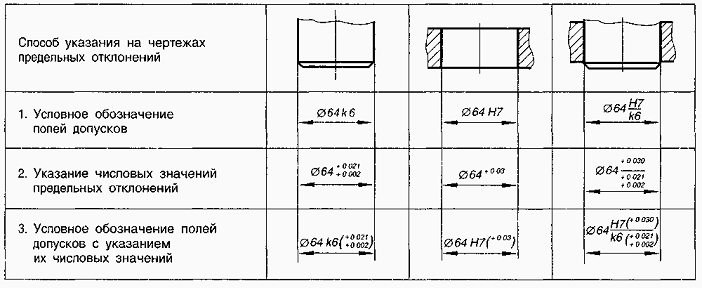
При указании предельных отклонений предпочтение следует отдавать условному обозначению полей допусков.
При указании предельных отклонений условными обозначениями обязательно указывать их числовые значения в следующих случаях:
•при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636—69;
•при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347—82;
•при назначении предельных отклонений размеров уступов с несимметричным полем допуска.
5. Предельные отклонения угловых размеров указывают только числовыми значениями.
Таблица 1.2
Методы выбора посадок
Метод прецедентов, или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге.
Метод подобия — развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений.
Расчетный метод является наиболее обоснованным методом выбора посадок. Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в сопряжении.
Отклонение формы поверхности - это отклонение формы реатъной поверхности от формы номинальной поверхности. В отклонение формы входит волнистость поверхности и не входит шероховатость. Отклонение формы поверхности отсчитывают от точек реальной поверхности до прилегающих поверхностей, прямого профиля по нормали к ним. Их обозначения на чертежах:
![]()
Отклонением расположения поверхности называется отклонение реального расположения поверхности, оси или профиля от номинального, без учёта отклонения формы поверхности, прямых профилей. Их обозначения:
// - параллельность;
перпендикулярность:
наклон;
соосность;
симметричность:
позиционный:
X - пересечение осей.
Суммарные допуски формы и расположения.
радиальное или торцовое биение;
полное радиальное или торцовое биение; П - форма заданного профиля:
форма заданной поверхности.
Шероховатость поверхности и ее влияние на работу деталей машин
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
шероховатость поверхности может нарушать характер сопряжения деталей за счет смятияили интенсивного износа выступов профиля;
в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
шероховатость влияет на точность измерения деталей;
коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Параметры шероховатости поверхности
Шероховатость
поверхности оценивается по неровностям
профиля (рис. 3.13), получаемого путем
сечения
реальной поверхности плоскостью. Для
отделения шероховатости поверхности
от других неровностей
с относительно большими шагами ее
рассматривают в пределах базовой длины![]() .
.
Базой для отсчета отклонений профиля является средняя пиния профиля т-т — линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратичное отклонение профиля до этой линии минимально.
ГОСТ
2789—73* установлены следующие
параметрышероховатости (рис. 3.13). 1.
Среднее
арифметическое отклонение профиля Яа
— это среднее арифметическое из
![]()
абсолютных значений отклонений профиля в пределах базовой длины:
где / — базовая длина;
у — отклонение профиля (расстояние между любой точкой профиля и базовой линией т-т)
При дискретном способе обработки профилограммы параметр Па рассчитывают по формуле:
![]() где
у,
—
измеренные отклонения профиля в
дискретных точках;
где
у,
—
измеренные отклонения профиля в
дискретных точках;
п — число измеренных дискретных отклонений на базовой длине
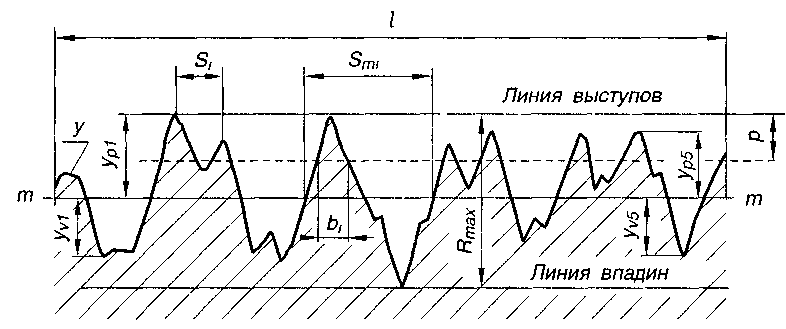
2 Высота неровностей профиля по десяти точкам Rz — сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины
![]()
где ур, — высота г'-го наибольшего выступа профиля; yv, — глубина !-й наибольшей впадины профиля.
Наибольшая высота неровностей профиля Ятах — расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины (рис. 3.13)
Средний шаг неровностей профиля Sm — среднее значение шага неровностей профиля в пределах базовой длины (рис. 3.13).
Средний шаг местных выступов S — среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис 3.13).
Относительная опорная длина профиля tp — отношение опорной длины профиля к базовой длине:
![]()
где £ Ь\ — опорная длина профиля (сумма длин отрезков, отсекаемых на заданном уровне р 1=1 в материале профиля линией, эквидистантной средней линии в пределах базовой длины).
Кроме перечисленных шести количественных параметров стандартом установлены два качественных параметра.
Вид обработки. Указывается в том случае, когда шероховатость поверхности следует получить только определенным способом.
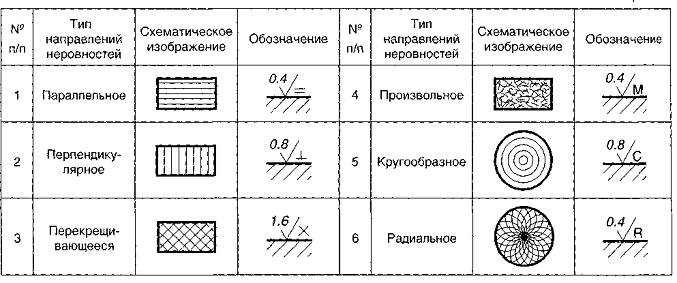
Тип направлений неровностей. Выбирается из табл. 3.11. Указывается только к ответственных случаях, когда это необходимо по условиям работы детали или сопряжения.
Таблица3.11