

1.14. Анализ точности методом кривых распределения
Основой метода является построение кривых распределения случайных значений геометрических размеров.
Методика построения эмпирической кривой распределения
Рассмотрим эту методику. Пусть имеется партия из п деталей. Величину п будем называть объемом выборки. Допустим размеры деталей в этой партии являются случайными величинами. Эмпирическая кривая распределения отражает закон размеров в пределах поля их рассеяния. Эта кривая строится в следующей последовательности:
Графическая интерпретация полученных результатов позволяет сделать вывод, что размеры группируются около некоторой центральной величины (центра группирования), причем, чем больше отличие между этой величиной и фактическим размером, тем меньше частота регистрации этого размера. Эта центральная величина называется средним арифметическим значением случайной величины и определяется по следующей формуле
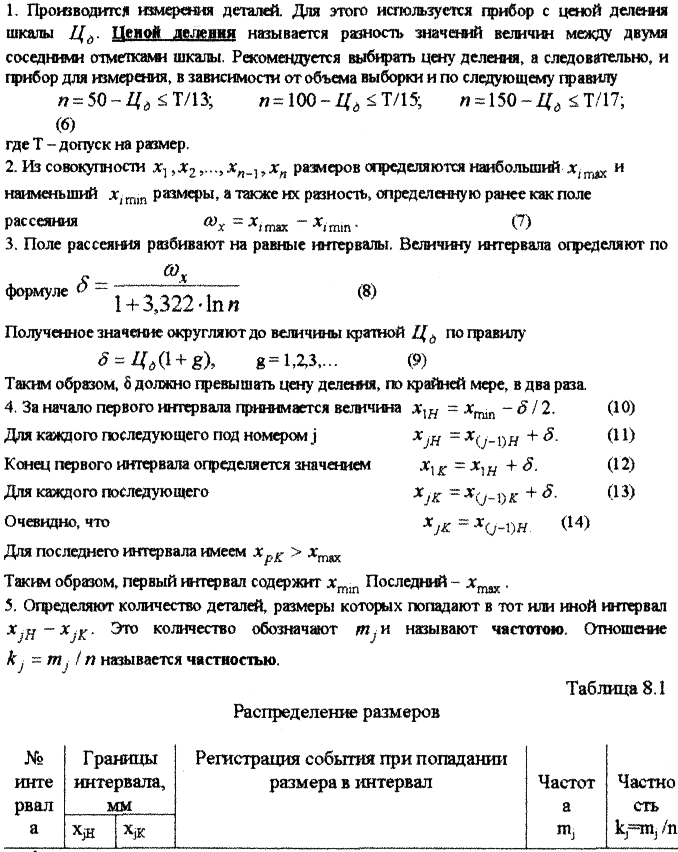
Очевидно, что х}- - значение размера в середине j - го интервала. Другой характеристикой кривой распределения случайных величин, является среднее квадратическое отклонение случайной величины от среднего арифметического значения, которое определяется по формуле
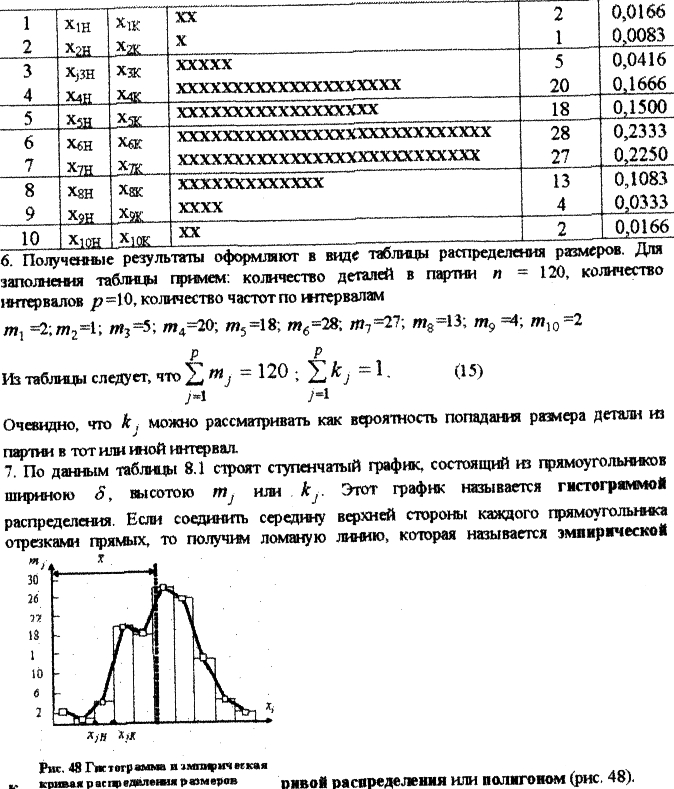
Если постепенно увеличивать размер партии, то ломаная линия будет приближаться к холмообразной кривой, аналогичной той, которая представлена на рис.49. Тогда частота mj и частность kj на каждом интервале будут стремиться к своим теоретическим значениям m'j и k'j на данном интервале.
8.3.1.2. Закон нормального распределения и его свойства
В математической статистике теоретическая частность определяется следующим выражением называется плотностью распределения случайной величины. Функция, представленная этим выражением, отражаем законом нормального распределения. График этой функции представлен на рис.49 и называется кривой нормального распределения.
Из формулы (18) следует, что плотность распределения случайной величины для линейных размеров имеет размерность обратную длине, т.к. среднее квадратическое отклонение имеет данную размерность. Плотность распределения следует рассматривать, как величину, показывающую насколько велика вероятность появления случайной величины в окрестности некоторой точки на отрезке единичной длины. В окрестностях хn = х плотность распределения максимальная, т.е. вероятность появления случайной величины в окрестностях этой точки максимальная. С увеличением разности х - х плотность распределения уменьшается.
Чтобы лучше усвоить понятие плотности распределения, можно провести аналогию с плотностью вещества, которая определяется как масса, содержащаяся в единице объема. Представим себе стержень, плотность вещества которого меняется по длине согласно некоторому закону. Тогда, чтобы определить массу участка стержня, необходимо вычислить определенный интеграл от плотности его материала в пределах этого участка. Следуя этой аналогии, чтобы определить вероятность появления случайной величины х в некотором интервале х1 <=х<=х2, плотность распределения которой подчиняется нормальному закону, необходимо вычислить интеграл
![]()
Геометрически I(x) представляет собой площадь фигуры на отрезке [х1, х2 ] под кривой нормального распределения. Для достаточно узкого интервала согласно теореме о среднем
Кривая нормального распределения
1. Ось х является асимптотой для ее ветвей.
2. При х = х;
(17,а)
(18)
(19)
(20)
3. Кривая имеет две точки перегиба А и В, которые находятся на расстоянии от оси симметрии. Ординаты их равны
4. Если случайная величина следует нормальному закону распределения и может принимать любые численные значения в интервале - < х < + , то
5. Положение кривой относительно начала координат, и ее форма определяются двумя параметрами и . С изменением при постоянном форма кривой остается прежней. Изменяется ее положение относительно начала координат (рис. 50). С изменением сигма центр кривой остается на прежнем месте. Изменяется ее форма (рис.51).
Докажем справедливость равенства (23). Если это условие выполняется, то для любого другого интервала, х^ х х2
Введем новую переменную. Это действие называется нормированием. Графическая интерпретация процедуры нормирования заключается в совмещении начала новой системы координат (t, у) с центром группирования. В этом случае кривая нормального распределения становится симметричной относительно оси у. После замены переменной в (24) получаем
где и - новые пределы интегрирования. Допустим /, = -t; t-) - +t . Теперь где называется функцией Лапласа, значение которой задано в таблицах.
(22)
(21)
(23)
(24)
(25)
(26)
Интеграл (26) нельзя выразить в элементарных функциях. Его можно вычислить, если представить подынтегральную функцию в виде в виде бесконечного степенного ряда с последующим его интегрированием. В результате будем иметь:
Из выражения (27) следует, что при , . Таким образом, равенство
(23) доказано. Так как интегралами (23) - (26) определяется вероятность появления случайной величины в заданном интервале ее изменения.
Геометрически указанные интегралы представляют собой площадь под кривой нормального распределения в пределах заданного интервала. Поэтому согласно (23) независимо от значений и эта площадь, при изменении случайной величины в пределах - < х < + , всегда одинакова и равна единице. Для меньшего интервала она меньше единицы.
С помощью функции Лапласа можно определить теоретические частность и частоту. Из выражений (17,а) и (18) получаем
(28)
(27)
Пусть , а . В результате нормирования (заме-
ны переменной) будем иметь
Или при достаточно малом отрезке приближенно получаем
(30)