

2.4. Отделка основных отверстий в корпусных деталях
Для получения отверстий высокой точности по 6-7 квалитетам применяют отделочные операции (отделку отверстий). Методами отделки являются: развертывание, тонкое растачивание, планетарное шлифование, хонингование, раскатка роликами и притирка.
Развертывание является наиболее распространенным методом отделки основных отверстий небольшого диаметра. Ручное развертывание вообще не требует станочного оборудования. Для обработки соосных отверстий разного диаметра используются комбинированные развертки.
Тонкое или алмазное растачивание выполняют на алмазно-расточных станках, которые обладают высокой жесткостью и виброустойчивостью. Растачивание выполняют резцами с пластинами из быстрорежущего сплава, режущие кромки которых тщательно доведены алмазным кругом или резцами из сверхтвердых материалов (СТМ), к которым относятся, гексанит, эльбор, керметы, минералокерамика. Применяются также алмазные резцы. Процесс растачивания характеризуется высокими скоростями резания - до 1000 м/мин при частоте вращения шпинделя - 6000 - 12000 мин-1 , малыми подачами - 0,05 - 0,3 мм/об и глубиною резания - 0,05 — 0,3 мм. Отклонения геометрической формы (овальность, конусообразность и пр.) после растачивания составляет 3-5 мкм при шероховатости поверхности 0,16 - 0,63 мкм.
Внутреннее планетарное шлифование применяют преимущественно для отделки крупных отверстий диаметром свыше 150 мм. Однако есть станки, на которых шлифуются отверстия от 10 мм и выше. Схема планетарного шлифования представлено на рис. 2.25.

Рис. 2.25 Схема планетарного шлифования
В процессе обработки шлифовальный круг 1 вращается вокруг своей оси (движение I) и совершает планетарное движение относительно оси отверстия (движение II). Осевая подача круга осуществляется возвратно-поступательным перемещением стола с заготовкой 2 (движение III ). Припуск удаляется радиальной подачей круга (движение IV ). Отклонения геометрической формы после шлифования не более 0,04 мм, шероховатость поверхности составляет 0,16 - 0,32 мкм. На координатно-планетарно-шлифовальных станках обеспечивается точность положения осей до 0,01 мм. Недостатком метода является низкая производительность.
Хонингование применяют для отделки сквозных гладких отверстий диаметром 25...500 мм.
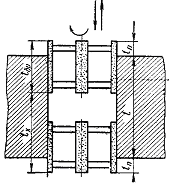
Рис. 2.26 Схема хонингования
Сущность хонингования заключается в механической обработке отверстий абразивными брусками, которые вращаются вместе с хоном и совершают возвратно-поступательные движения вдоль оси отверстия (рис.2.26). Бруски в количестве до девяти штук устанавливаются на хонинговальной головке - хоне (рис. 2.27).
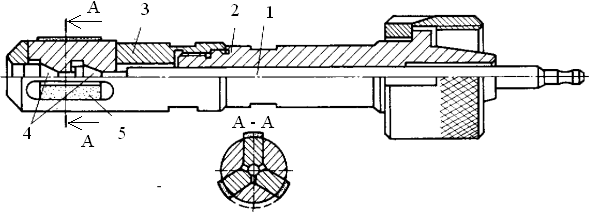
Рис. 2.27 Хонинговальная головка
Хонинговальная головка состоит из корпуса 1 с брусками 5, штанги 2 с коническим хвостовиком, соединяющим головку со станком, а также штока 3, который получает осевое перемещение от механизма подачи станка и раздвигает конусами 4 абразивные бруски. При хонинговании бруски прижимаются к поверхности отверстия за счет осевого перемещения штока. Раздвижение брусков производится автоматически по мере снятия припуска. Хонингование осуществляется при интенсивной подаче в зону обработки СОЖ. Отклонения геометрической формы после хонингования находятся в пределах 0,003 — 0,004 мм, шероховатость поверхности составляет 0,004 - 0,16 мкм. Недостатком хонингования является невозможность исправить положение оси отверстия относительно базы.
Раскатка отверстий является методом обработки без снятия стружки. Раскатку выполняют на сверлильных, токарных или специальных станках. Инструментом являются различные по конструкции роликовые раскатки (рис. 2.28).
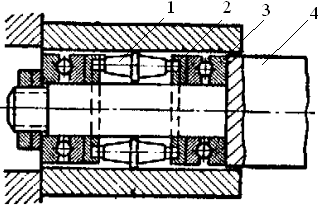
Рис. 2.28 Роликовая раскатка 1 – ролики; 2 - сепараторы; 3 – упорные подшипники; 4 - оправка
Ролики размещаются в сепараторе и расположены равномерно по периметру. Материалом роликов является закаленная инструментальная сталь твердостью HRC 62 - 64. Производительность раскатки выше чем хонингования примерно в пять раз. Раскатку применяют для отделки длинных отверстий в стальных корпусах гидроцилиндров, поршневых насосов и пр. Отклонения геометрической формы после раскатки находятся в пределах 0,005 — 0,008 мм, шероховатость поверхности составляет 0,008 - 0,016 мм.Поверхностный слой при раскатке упрочняется и твердость увеличивается на 20%, что повышает износостойкость изделия. Раскатка также как и хонингование не исправляет положение оси, т.к. инструмент самоустанавливается по отверстию.
Притирка используется в мелкосерийном производстве для повышения качества поверхности отверстий. Погрешности формы притиркой не исправляются. Притирку осуществляют головками с чугунными или медными притирами, которые прижимаются к поверхности отверстий пружинами (рис. 2.29). Притирка производится качательным движением головки, с перемещением ее вдоль оси отверстия. В качестве СОЖ используется керосин. Шероховатость поверхности после притирки составляет 0,01 - 0,05 мкм.