

1.7. Понятие о черновой, чистовой, настроечной, проверочной и искусственной базах
Рассмотренная классификация баз представлена в ГОСТ 21495 — 76. Однако, в технической литературе используется еще ряд определений для баз. Часть из них уже устарела. Стандарт запрещает их использование. Например, недопустимо употреблять вместо “конструкторская, технологическая, измерительная” соответственно “сборочная, установочная, контрольная”. В то же время за рамками ГОСТа остались такие важные понятия как: черновая, чистовая, настроечная, проверочная базы, которые используются в технологической практике и по принадлежности являются технологическими базами. Дополним классификацию баз ГОСТа этими понятиями.
Черновой базой называется необработанная поверхность заготовки. По ней заготовку базируют в начальной стадии обработки на первом установе.
Чистовой базой называется обработанная поверхность. По ней базируют на последующих операциях.
Настроечной базой среди взаимосвязанных обрабатываемых поверхностей является поверхность заготовки, связанная размерами с опорными поверхностями (базами) и, относительно которой производится настройка станка при обработке других поверхностей.(рис.16).
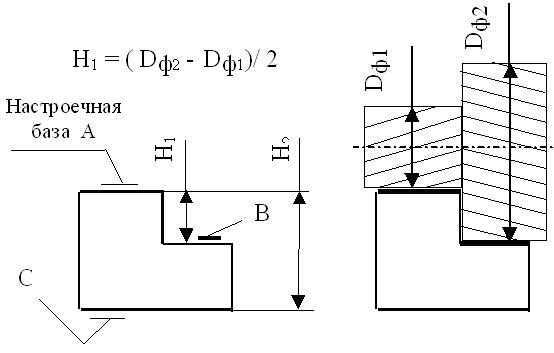
Рис. 16 Пример настроечной базы
Согласно рисунку имеем обрабатываемые поверхности А и В, которые связаны размером Н1. Поверхность А задана относительно опорной поверхности С (установочной базы) размером Н2. Поэтому по определению поверхность А по отношению к поверхности В является настроечной базой. Фрезерный станок настраивают так, чтобы получить размеры Н1 и Н2. Вариантом настройки является установка на шпиндель горизонтально-фрезерного станка двух фрез соответствующего диаметра. При этом поверхности А и В будут обрабатываться одновременно за один установ.
Проверочной базой называется поверхность, линия или точка заготовки, по отношению к которым производится выверка положения заготовки на станке
или установка режущего инструмента при обработке заготовки, а также выверка положения других деталей или сборочных единиц.
Искусственной базой называется реальная поверхность заготовки, которая создается специально, если нельзя или трудно использовать другие поверхности для надежного базирования и закрепления заготовки при обработке с заданной точностью или обрабатывается с той же целью более точно, чем это требуется по чертежу. Примером искусственной технологической базой являются центровые отверстия вала, которые при его эксплуатации не используются и удаляются, если они мешают работе конструкции.
1.8. Схемы базирования и установа заготовок на станках и в приспособлениях
Чтобы обеспечить необходимую форму, размеры и точность изделия при механической обработке, необходимо решить задачу базирования и закрепления заготовки на станке или в приспособлении. Решение задачи базирования заключается в выборе баз и размещения на них опорных точек. Результаты этого решения оформляются в виде схемы базирования.
Схемой базирования по ГОСТ 21495 — 76 называется схема расположения опорных точек на базах.
Правила оформления схемы базирования по ГОСТ 21495 — 76
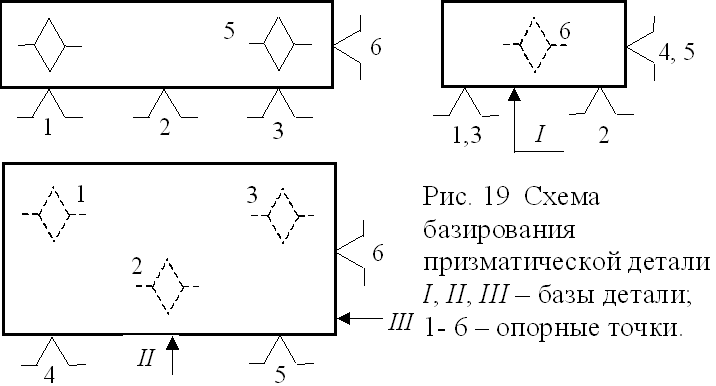
В качестве примера на рис.19 приведена схема базирования призматической детали.
Стандартом установлены следующие правила изображения схемы базирования:
- все опорные точки на схеме изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек
- при наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и, около нее, проставляют номера совмещенных точек
- число проекций заготовки на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек
Правила оформления схемы установа по ГОСТ 3.1107— 81
На схеме базирования обозначаются базы с опорными точками. Однако схема не определяет, каким образом и с помощью каких элементов реализована та или иная двухсторонняя связь. Для этой цели в технологической документации по схеме базирования оформляется схема установа, на которую наносят контур изделия, а также условные обозначения опор, зажимов и установочных устройств.
Для изображения этих элементов следует применять сплошную тонкую линию по ГОСТ 2.303 — 79. Условные обозначения опор, зажимов и установочных устройств, представлены в таблицах 2,3 и 4. Кроме того в таблице 2 приведены варианты конструкций опор. К установочным устройствам отнесены: центр неподвижный, центр вращающийся, центр плавающий, оправка цилиндрическая, оправка шариковая (роликовая), патрон поводковый (табл.4). На рис.20 показаны принципиальные схемы действия одиночного и двойного зажимов.
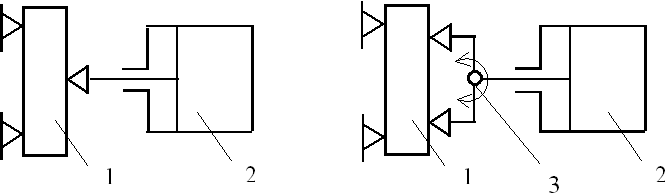
Рис.20 Схема действия одиночного и двойного зажима
1 – заготовка; 2 – пневмо или гидроцилиндр, 3 - шарнир
Для указания формы рабочей поверхности опор, зажимов и установочных устройств применяются обозначения представленные в табл.5. Для указания рельефа рабочих поверхностей (рифленая, резьбовая, шлицевая поверхность и. т. д.) следует применять обозначения представленные на рис. 22.
При закреплении заготовок на станках применяются установочно-зажимные устройства, т.е. приспособления. В частности к ним относятся различные патроны, оправки, прихваты и т. д. Условные обозначения некоторых видов установочно-зажимных устройств показаны на рис. 21.
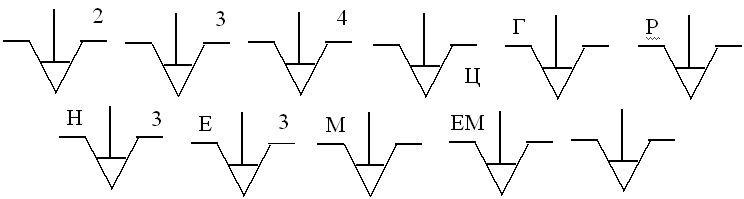
Рис. 21 Условные обозначения видов установочно-зажимных устройств
2,3,4 - патроны двух, трех и четырехкулачковые; Ц - патроны и оправки цанговые; Г - патроны и оправки с гидропластовым зажимом; патроны и зажимы: Р - пневматические, Н - гидравлические, М - магнитные, ЕМ - электромагнитные, без обозначения - прочие
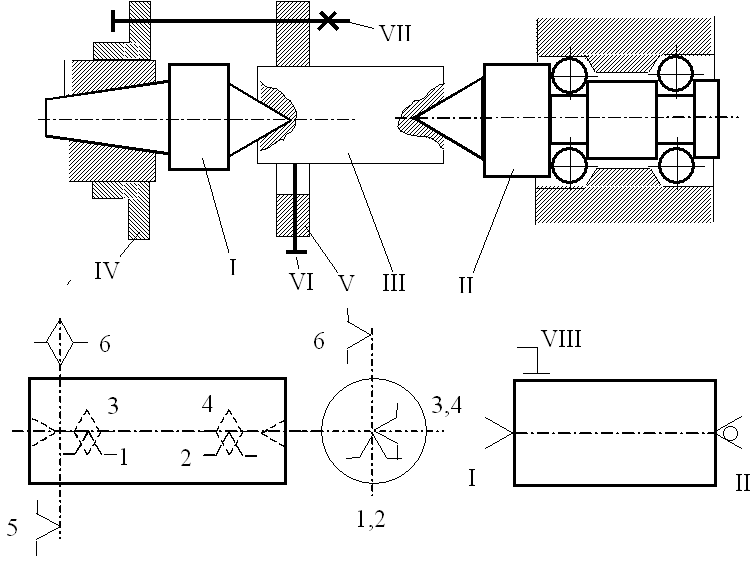
Рис. 24 Установка заготовки в центрах с поводковым патроном на токарном станке
I - неподвижный передний центр; II – вращающийся задний центр; III – заготовка; детали поводкового патрона: IV – планшайба; V – хомут; VI - винт крепления хомута; VII – поводок
а – схема базирования по ГОСТ 21495 76
1-6 – опорные точки;
б – схема установа по ГОСТ 3.1107 81; VIII – поводковый патрон
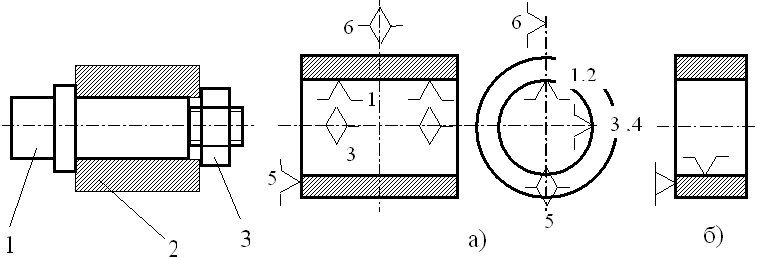
Рис. 25 Установка длинной втулки на цилиндрической оправке с зазором; 1 – оправка, 2 –втулка, 3 – гайка;
а – схема базирования; б – схема установа

Рис. 26 Установка длинной втулки на цанговой оправке без зазора I – стержень оправки, II – втулка, III – цанга, IV – гайка а – схема базирования; б – схема установа