

Применение авт. Линий
Автоматическнхе линии из агрегатных станков применяются в крупносерийном и массавом производствах для механической обработки крупных корпусных деталей машин и других деталей, имеющих сложную форму и требующих для обработки значительного количества переходов. На автоматических линиях применяют главным образом следующие методы обработки: сверление, зенкерование, развертывание, нарезание различных резьб, растачивание, обтачивание цапф и галтелей, растачивание различных фасонных канавок внутри отверстий, подрезание торцов резцом (как с осевой подачей инструмента, так и с поперечной) и фрезерование плоскостей и фасонных поверхностей, а так же могут включатся такие операции как протягивание и запрессовка втулок.
4.5. Компоновки роторных и роторно-конвеерных авт-ких линий. Области их эффективного применения.
Авт-кая роторная линия-комплекс рабочих машин, трансп-х устр-в, приборов, объед-х единой системой авт-го упр-ния, в котором одновременно с обр-кой заг-ки перемещ-ся по дугам окр-тейсовместно с воздейст-ми на них орудиями. Наиболее распр-ны АРЛ для операций, выполняемых посредством прямолинейного рабочего движения (штамповка, вытяжка, прессование, сборка, контроль). АРЛ состоит из технол-х и трансп-х роторов, передающих заг-ки от одного технол-го ротора на другой (рис 5.5.1).
Техн-ий ротор представ-ет собой жесткую систему, на которой монтир-ся инстр-ые блоки, равномерно распол-ые вокруг общего вращ-го систему вала. Необх-ые рабочие движ-я инстр-ым блокам сообщаются испол-ми мех-ми или гидрав-ми органами. Трансп-ые роторы предст-ют собой барабаны или диски, оснащённые несущими органами. Они принимают, трансп-ют и передают предметы обр-ки. Чаще применяют трансп-ые роторы, имеющие одинаковую скорость, общую плоскость трансп-ия и одинаковую ориентацию предметов обр-ки. Для передачи м/у технолог. роторами с различными шагами или различным положением предметов обработки предназначены транспор-е роторы, которые могут изменять угловую скорость и полож-е в простран-етранспортируемых предметов.
На автомат-их РЛ можно выполнять операции, значительно различ-ся по продолжительности (например, прессовые, контрол-е ,термич-е). АРЛ может одновременно обр-ть несколько различных заг-к. Такие многономенклат-е АРЛ применяют в сер. произ-ве.
Роторно – конвейерные линии:
Недостатки роторных машин: 1). Заг-ка д.б. сориентирована относительно инсрумента. 2). Роторы должны осущ-ть на бол-их скоростях сборку предметов. 3). Трудность выполнения на роторе операций бол-ой длительности. 4). Мало места выделено на роторе для обслуж-я инструмента. 5). В роторах не удается создать в направлении транспор-ки поток предметов обработки. (рис 5.5.2.).
Инструмент-ый блок связан с ротором- это корень всех 5-ти нелостатков. Взамен предложены роторно-конвейрные линии.
(1). РКЛ холодной объемной штамповки. (рис 5.5.3.). 1-ротор загрузки, 2 ротор штамповки, 3-натяжная звездочка, 4-ротор выталкиватель,5- ротор разгрузки, 6 ротор оьслуж-я инстр-та, 7-цепной транспортер.
С точки зрения недостатков роторных машин здесь:
1). Поместить на позицию в цепи заг-ку сложно, но после загрузки предмет больше не изменяет своего положения;
2) увеличение Vраб. будет связано с увел-ем скорости загрузки, дальше проблем не возникает;
3) в машине нет операций большой длитель-ти;
4) плотность потока предметов: на одном роторе обр-ка-загрузка, на др. роторе-выгрузка. Роторы проще. Можно делать несколько обслуж-х роторов.
(2). Роторно-конвеерная линия ЛСКА 1000 (линия сборки клапана аэрозольного, произв-тью 1000 шт/мин). Необх-мо, чтобы клапан был герметичен; его собирают на линии: три конвеера, 5 роторов + несколько звёздочек, 10 бункеров-линия (рис. 5.5.4).
1. 2, 3-цепной конвеер; 4, 5, 13- ротор; на 12 роторе произ-ся контроль герметичности клапана; 13-выгрузка.
Достоинства: - замена 200 человек; - увел-ие произ-ти (1000 шт/мин); - мощность 5 кВт; габариты 4,2(ширина)х1,3(высота)х1,7(длина) мм.
………………………
Компоновки роторных и роторно-конвеерных автоматических ли ни и. Области их эффективного применения.
Оборудование автоматических роторных линий состоит из технологических (рабочих) и транспортных роторов.
Технологический ротор - это металлореж. станок, в котором обработка деталей выполняется в процессе непрерывного транспортирования их совместно с инструментом.
Транспортный ротор, осуществляет транспортировку деталей между технологическими роторами, или осуществляет загрузку и выгрузку деталей в накопитель. В роторно-конвейерной линии исключен недостаток роторной линии-постоянная связь исполнительных органов машин с инструментами, он заменен временной связью. Инструменты монтируются в общих блоках и располагаются в замкнутом конвейере, выполненном обычно в виде втулочно-роликовой цепи и огибающей обслуживающие роторы. Компоновки роторных н роторно-конвейерных автоматических линий зависят от технологии изготовления детали, от класса операции детали и могут включать рабочие роторы для выполнения операций 1-4 класса, роторы для выполнения термохимических операций, контрольно-измерительные роторы и др. компоновка роторной автоматической линии…….
На ряс. 20.3 показана схема автоматической роторной линии, на которой достигнуто полное совмещение времени обработки и транспортирования деталей. На таких линиях инструмент и за- готовка в процессе обработки одновременно двигаются и вращаются вокруг центральной оси. Заготовка на ходу передается с рабочих (2, 4) на транспортные (5) роторы.
Группа станков автоматической роторной линии показана на рис. 20.4. Необходимое вращение инструменту, заготовке, рабочему и транспортному роторам сообщается от электродвигателя >,ерез систему зубчатых, червячных или других видов передач. Поступательное движение инструмент или заготовка получает либо от соответствующих копиров, либо от гидросистемы.
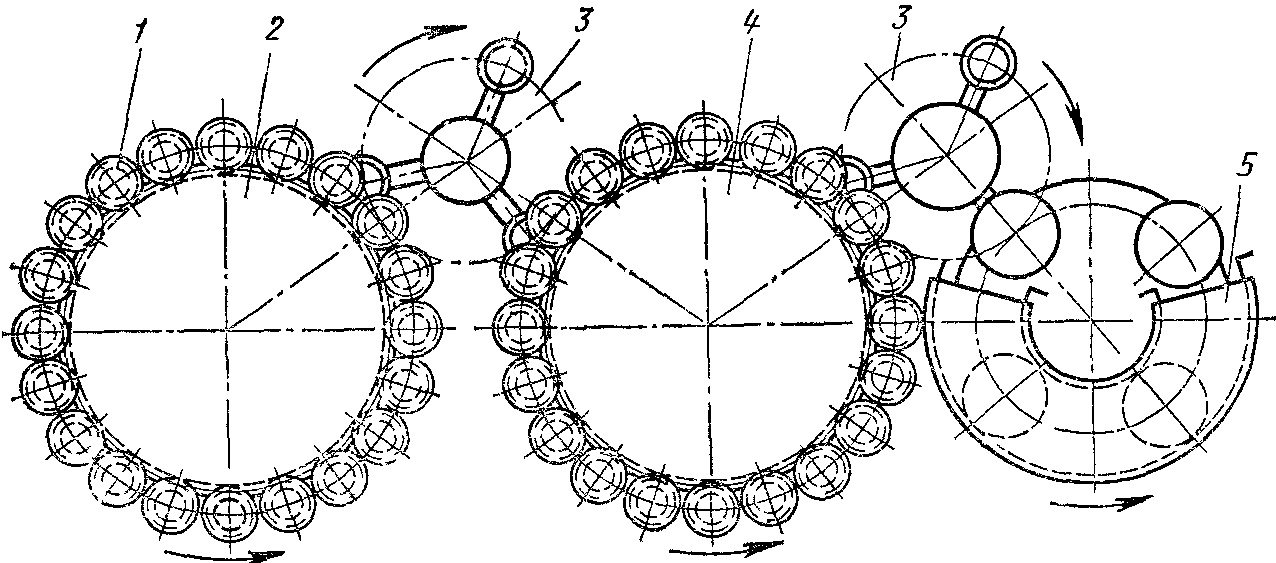
Рис 20.3. Схема автоматической роторной линии:1 — рабочие шпиндели, 2 — ротор сверления; 3 — транспортный ротор, 4 — ротор развертывания; 5 — ротор закалки
1-технологический ротор, 2-транспортный ротор З-накопитель
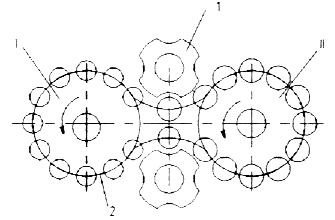
I-ротор несущий рабочие органы А П-ротор несущий рабочие органы Б
1-звездочки
2-транспортный конвейер
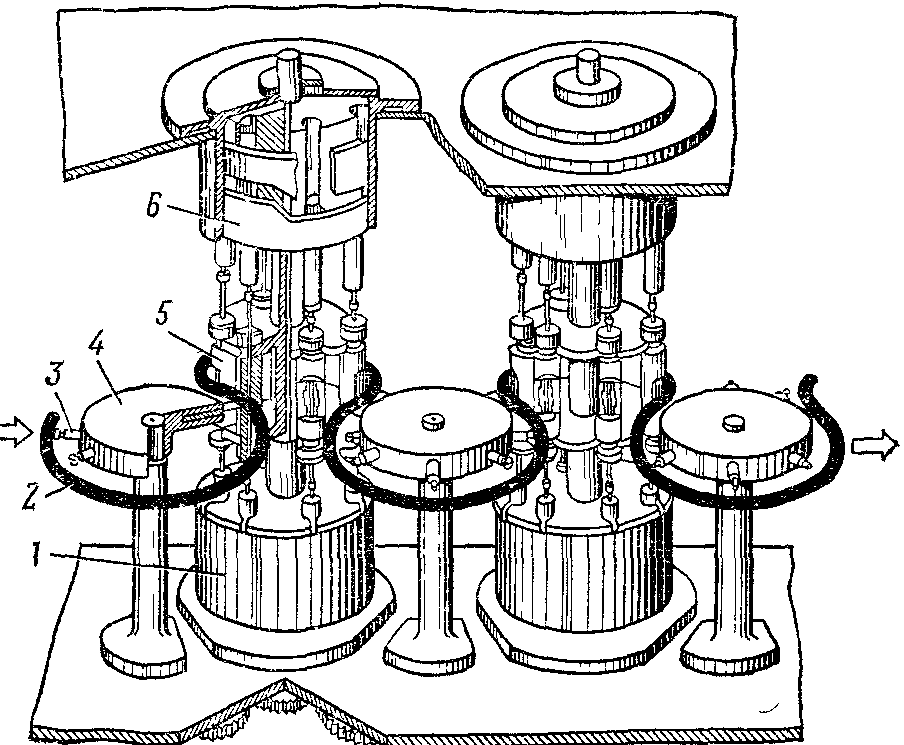
.Рис. 20.4. Группа станков автоматической роторной линии:1 — роторный станок; 2 — путь, проходимый обрабатываемой заготовкой по станкам и конвейерам линии; 3 — клещи (захваты) конвейерного ротора для захвата детали; 4 — конвейерный ротор для перемещения обрабатываемых заготовок; 5 — блок инструмента; f — копир для продольного перемещения инструмента………………………..
Области эффективного применения.
Роторные линии применяются в массовом и крупносерийном производствах, где требуется высокая производительность для деталей сравнительно простой формы, т.к. на них исключена многосторонняя и многопроходная обработка в пределах одного ротора. Эффективность функционирования роторной линии зависит от надежности ее механизмов. Установлено, что до 90% от общего числа отказов составляют отказы инструмента и на их устранение затрачивается до 85% времени восстановительных работ, что ограничивает применение роторных линий в механообработке
Роторно-конвейерная схема обеспечивает минимально необходимое число органов каждого типа, отнесенное к единице инструмента и к единице производительности, и, следовательно, соответственное уменьшение стоимости машины
Поэтому в роторно-конвейерных машинах предельная производительность, ограничиваемая технически осуществимыми размерами обслуживающих роторов, будет более высокой Уменьшение диаметральных размеров обслуживающих роторов обеспечивает соответственно лучшее использование площади их поперечного сечения, т.е. меньшую удельную их стоимость на единицу инструмента и производительности. Роторно-конвейерная схема дает возможность широкого применения линий в условиях не массового производства.