

Погрешность измерения.
При анализе измерений разграничиваются 2 понятия: истинное значение величины и результатом измерения.
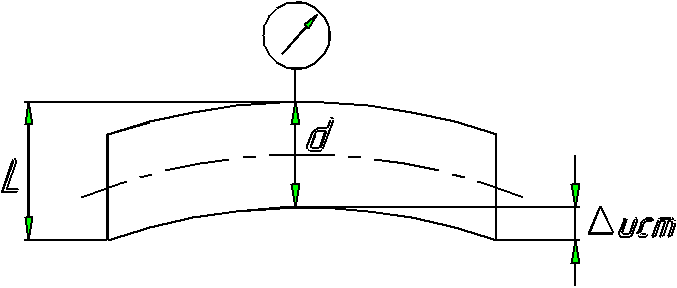
Точность измерений характеризуются погрешностью измерения
Аu=Lизм-Lист
На практике, вместо истинного значения используют так называемое действительное значение, т.е. значение найденное измерением с точностью примерно на порядок выше точности оцениваемого результата.
u=Lизм-Lдейств
![]()
Погрешность измерения не равна погрешности средства измерения.
Классификация погрешностей по причинам возникновения.
 И
И
 нструментальная
погрешность
(погрешность применяемого средства
измерения) зависит от погрешностей
средства измерения.
нструментальная
погрешность
(погрешность применяемого средства
измерения) зависит от погрешностей
средства измерения.
Причины возникновения несовершенство конструкции, неточность изготовления, погрешность градуирования и т.п.
В техническом паспорте указывается предел допускаемой погрешности при которой может быть использован прибор.
Различают основную и дополнительную погрешность средства измерения.
Основная погрешность - погрешность средства измерения, используемого в нормальных условиях.
Дополнительная погрешность - складывается из дополнительных погрешностей измерительного преобразователя и меры, вызванного отклонением от нормальных условий. Например, температура меры отличается от нормальной - это приведет к погрешности настройки прибора на нуль и соответствующей погрешности измерения.
Методическая погрешность - отражает несовершенство или упрощение методики измерения (отличие реальной схемы от теоретической).
При измерении размеров не жестких деталей прибором с большим измерительным усилием (проводятся бесконтактные измерения)
Субъективные (личные) погрешности возникают из-за индивидуальных особенностей оператора.
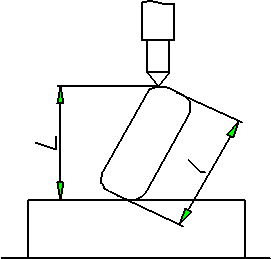
Погрешность установа Ay - связана с установкой объекта на приборе.
Погрешность отсчитывания ОТС
Погрешность параллакса - кажущееся смещение указателя
Погрешность интерполяции - недостаточно точное оценивание на глаз доли деления шкалы. Для устранения применяют зеркальные шкалы. Стрелка должна быть совмещена с ее отражением в зеркале.
![]()
Основная и дополнительная погрешности.
Основная погрешность - определенная при нормальных условиях (температуре, давлении, влажности).
Дополнительная погрешность - возникает из-за отличия условий измерения от нормальных.
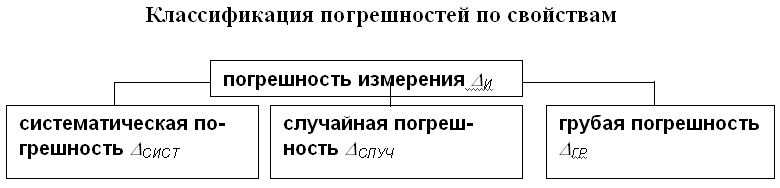
Классификация погрешностей по свойствам
И=СИСТ+СЛУЧ+ГР
Случайная погрешность - погрешность, изменяющая величину и знак от измерения к измерению случайных обстоятельств.
Систематическая погрешность - погрешность постоянная по определенному закону при повторных применениях
Грубая погрешность - возникает вследствие ошибки оператора или сбоя оборудования.
![]()
Если повторять измерения они будут отличными.
Вероятность ошибки отрицательная и положительная одинакова.
1.12. Факторы, влияющие на точность изделий при механической обработке
Нормы точности изделия устанавливаются конструктором и заданы на чертеже. Для технолога эти нормы являются законом. Чтобы обеспечить требования чертежа, необходимо знать факторы, которые влияют на точность и шероховатость поверхности при механической обработке, и уметь управлять ими. Основные из этих факторов рассмотрены ниже…………………………..
Источники. вызывающие появление погрешностей механической обработки. Суммарная погрешность it методы её определения.
1. Характеристики металлорежущего станка (тип. модель, мощность, точность, жесткость, диапазоны частот вращения и подач, виброустойчивость);
2. Характеристика технологической оснастки-приспособлений, устройств механизации и автоматизации, промышленных роботов;
Характеристики заготовок (материал, механические свойства, химический состав, форма, погрешность размеров, качество поверхностного слоя);
Технологическая схема обработки поверхности;
Режущий инструмент (эксплуатационные свойства) - прочность, стойкость, износ;
Режимы резания (V, S, t);
Начальный размер наладки.
К суммарной погрешности относятся:
Неточность технологической схемы обработки;
Геометрическая погрешность станков;
Погрешность приспособлений:
Погрешность измерений:
Погрешность мерного и профильного режущего инструмента:
Тепловые деформации режущего инструмента:
Размерный износ режущего инструмента:
Погрешность начальной размерной наладки и переналадки:
Установка заготовок:
Шероховатость обрабатываемой поверхности:
Погрешность, определяемая конструктивными особенностями.
Под суммарной погрешностью обработки имеют в виду суммарную погрешность размера полученного в результате обработки Погрешность формы должна укладываться в допуске на размер и составлять относительно небольшую его часть. Все элементарные погрешности имеют переменный характер, но одни с течением времени или длины обрабатываемой поверхности изменяются закономерно, а другие могут быть различными по величине и знаку, одни являются систематическими, а другие случайными
