

1 Методы черновой, получистрвдй и чистовой обработки плоскостей. Схемы методовл их технологическая характеристика.
Обработка плоских поверхностей строганием и долблением
Строгание производится на продольно- и поперечно-строгальных станках При строгании на продольно-строгальных станках стол с деталью совершает возвратно-поступагельное движение; поперечная подача придается резцу путем перемещения резцового суппорта, осуществляется прерывисто после каждого рабочего хода. Стружка снимается во время рабочего хода, хотя холостой ход—совершается со скоростью, в 2—3 раза быстрее рабочего хода.
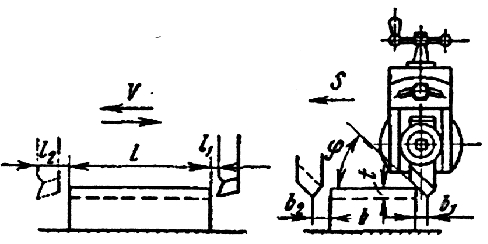
Рис.1
На поперечно-строгальных станках возвратно-поступательное движение имеет резец, который закреплен в суппорте ползуна. Обрабатываемая деталь, закрепляемая на столе станка, получает поперечную подачу благодаря прерывистому перемещению стола в поперечном направлении после каждого рабочего хода. Продольно- и поперечно-строгальные станки применяются в единичном, мелко- и среднесерийном производстве. На долбежных станках, долбяк с закрепленным резцом совершает вшвратно-гоступательное движение в вертикальной плоскости. Стол станка с обрабатываемой деталью, имеет движение подачи в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. Долбежные станки применяются в единичном производстве для получения шпоночных канавок в отверстиях, обработки квадратных, прямоугольных форм отверстий. Для этих работ в серийном и массовом производстве применяют протяжные станки. Строгание, разделяется на черновое и чистовое. Чистовое производится с малой подачей или резцами с широким лезвием. При строгании крупных литых и сварных деталей необходимо избегать при закреплении деформации детали. Натичие внутренних напряжений в отливках сильно на точности.
Обработка плоских поверхностей фрезерованием
При фрезеровании поверхность обрабатывается многолезвийным вращающимся инструментом— сррезсй. Подача осуществляется перемещением детали, закрепленной на столе станка Фреза вращается от шпинделя станка Плоские поверхности фрезеруют торцовыми и цилиндрическими фрезами.
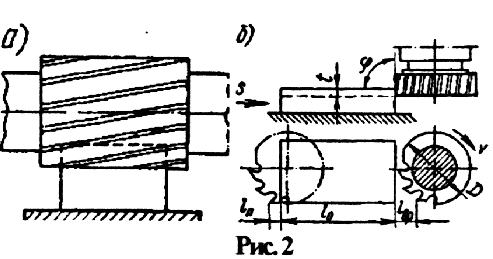
Фрезерование торцовыми фрезами прсюводигельнее. Это объясняется тем, что происходит одновременное резание металла несколькими зубьями Фрезерование цилиндрическими фрезами гдошводится двумя способами:
а) встречное-когда вращение фрезы натравлено против падачи,
б) попутное- когда вращение фрезы совпадаете направлением подачи.
Фрезерные станки разделяют на: 1) горизонтально-, 2) вертикально-, 3) универсально-, 4) продольно-, 5) кару-сельно-, 6) барабаннонфрезерные и 7) специальные. Станки первых трех видов являются станками общего назначения и применяются во всех видах производства; остальные относятся к высокопроизводительным и применяются в крупносеришюм и массовом производстве.
Универсальнэ-фрезерные станки имеют поворотный стол, которому можно придавать положение под утлом к оси шпинделя.
Продольнэ-фрезерные станки бывают с горизонтальными и вертикальньгми шпиндоямн Карусельно-фрезсрные станки имеют круглые вращающиеся столы большого диаметра и один или два вертикально расположенных шпинделя. Детали устанавливают для обработки и снимают во время вращения стола; таким образом, детали обрабатываются непрерывно. Если на станке два шпинделя, то одним производится черновая обработка, другим- чистовая. Применяют в крупнссерийнэм и массовом производстве. Барабанно-фрезерные станки служат для обработки параллельных плоскостей одновременно с двух сторон. Одна фреза с каждой стороны производит черновое фрезерование, другая - чистовое. Детали устанавливают и снимают на ходу станка, и, таким образом, фрезерова-ние идет непрерывно. Это станки применяются вкруп-нэносерийном и кассовом производстве.
Обработка плоских поверхностей
протягиванием
Протягивание плоских поверхностей применяется в крупносерийном и массовом производстве. При протягивании наружных предварительно не обработанных поверхностей, за один ход протяжки достигаются высокая точность и чистота поверхности. В процессе обработки каждый режущий зуб снимает слой металла, а калибрующие зубья зачищают поверхность.
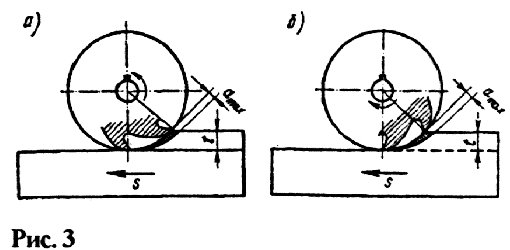
При обработке поковок и отливок целесообразно применять не обычные плоские протяжки(рис.4, а), а прогрессивные (рис.4, б, в, г}. У обычных плоских протяжек каждый зуб снимает стружку по всей ширине обрабатываемой поверхности; поэтому при обработке черной поверхности, первые зубья быстро тупятся или выкрашиваются. У прогрессивных протяжек режущие зубья переменной ширины, металл срезается полосой, причем ширина полос с каждым зубом увеличивается, а калибрующие зубья зачищают поверхность по всей ее ширине.
Для обра6отки наружным протягиванием широких плос-костей устанавливают несколько протяжек рядом. Протягивание наружных гюверхностей производят на вертгаольно-протяжных станках—полуавтоматах и автоматах.
Обработка плоских поверхностей шлифованием
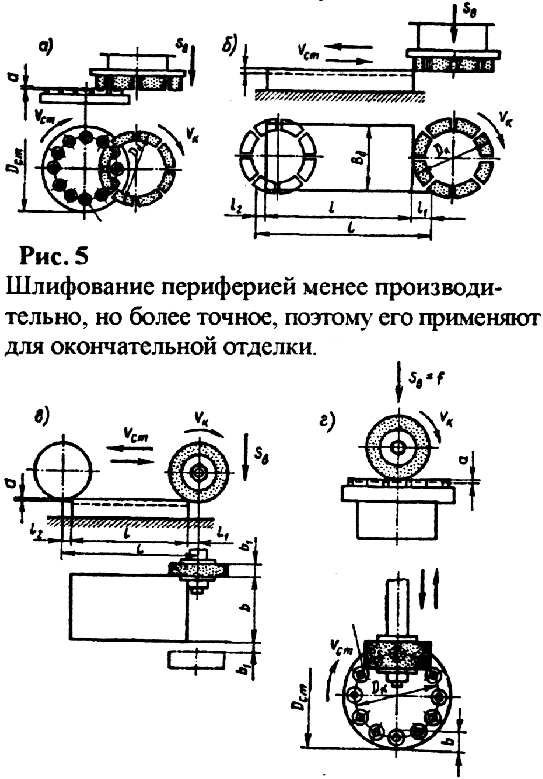
Шлифование применяется как для обдирочной, так и для черновой и чистовой обработки. Обдирочное шлифование плоскостей может быть предварительной или окончательной операцией Обдирочное шлифование плоскостей применяется, при наличии твердой корки на поверхности детали или материал большой твердости. Черновое и чистовое шлифование производится для получения большой точности и чистоты поверхности.
Чистовое шлифование шюскостей прошводится мелкозернистыми кругами, торцовой частью и периферией круга. При шлифовании торцевой частью применяют круги чашечной или тарельчатой формы. При такой форме изнашивается только та часть, которая находится в соприкосновении с заготовкой.
Шлифование торцом крута более производительно. 2 т. к. большая площадь круга находится в соприкосновении с обрабатываемой поверхностью, так же он обеспечивает высокую точность
.
Отделка плоских поверхностей абразивами и шабрением
: Окончательная чистсшая обработка шюских поверхностей- отделка Производится с применением 1 абразивов- доводкой, притиркой, полированием.
Притирка_(аоводка)
, - служит для окончательной отделки отшлифованных поверхностей. Притирка выполняется притиром, из чугуна, бронзы или меди, который предварительно шаржируется абразивным микропорошком с маслом или спец, пастой. Пасты состоят из абразивных порошков и химически активных веществ (пасты ГОИ с керосином и т.д.). Пасты ускоряют процесс притирки, т. к., окисляют обрабатываемую поверхность и образующаяся мягкая пленка удаляется абразивными зернами.
Полирование
Полирование- процесс чистовой обработки мягким кругом из войлока, фетра, парусины или кожи с нанесённым на него мелкозернистым абразивным порошком со смазкой. Полированием не исправляют погрешности геометрической формы, а также местные дефекты, от предыдущих операций (вмятины, раковины и pp.). Полирование ведется при высокой скорости полировального крута (до 40 м/сек) Кроме этого, для окончательной чистовой обработки применяется шабрение. Шабрение плоских : поверхностей можно выполнять с помощью шабера ', вручную или механическим способом. i Первый способ требует большой затраты времени и высокой квалификации исполнения, но обеспечивает сравнительно высокую точность Второй способ-механический—осуществлягтся при ; помощи специальных станков, на которых шабер получает возвратно-постугигельное движение. Такой способ требует меньшей затраты времени, однако его нельзя использовать для шабрения сложных поверхностей.
I Вспомогательное время затрачивается на установку и снятие детали, покрытие краской и . контроль. Проверка плоскостности обрабатываемых поверхностей производится с помощью по-верочных плит и линеек на краску (по числу пятен). Поверочная плита покрывается краской и при соприкосновении с шабренной поверхностью детали оставляет на последней в местах соприкосновения пятна краски. Число пятен краски, приходящееся на квадрат обработанной поверхности размером 25X25 мм2 характеризует неровность поверхности.