4.4. Типовые компоновки автоматических линий из агрег-ых станков, области их применения.
Автом-кие линии в простейшем варианте компонуются на базе агр-х станков, объединенной транспортной системой принудительного перемещения заг-к штангами или в спутниках. АЛ из АС служат для изгот-я корпусных деталей (блоков цилиндров, головок блока и т.д.), а также деталей сложной формы (рычагов, вилок, коленчатых валов и т.д.), при обр-ке которых выпол-ся большое число различных опер-ий. Выпуск АЛ из АС непрерывно возрастает. Такие АЛ строят двух видов: 1. АЛ, на которых обр-мые заг-ки передаются от станка к станку непосред-но конвеером (штангами); 2. АЛ с перемещением от станка к станку с помощью спутника.
Для обр-ки крупных корпусных заг-к чаще всего прим-ют однопозиц-ые АС, связанные с конвеером. Для обр-ки более мелких заг-к целесообразны АЛ, состоящие из многопоз-х АС. АЛ-это система автомат станков, распол-х по ходу ТП, которые объед-ны трансп-ми устр-ми и общими системами упр-я. Недостаток-однопредметность.
Достоинства:
- возм-ть реализации оптимальных ТП; - возрастает надёжность агр-х узлов, т.к. идёт многократное исп-ие;
- повыш-ся произ-ть; - многократное исп-е элементов агр-х узлов; -простое решение трансп-х вопросов; - малые сроки ввода в произ-во; - повыш-ся экон-я эффективность.
Основные составляющие: агр-е силовые головки. Прочие состав-ие: поворотные силовые столы, станины.
Компоновки АЛ:
а) однопоточная послед-го действия (рис 5.4.1);
б) однопоточная //-го действия (рис 5.4.2) прим-ют для выполнения одной операции, когда её продолж-ть значит. превышает необх-мый темп выпуска.
в) многопоточная (рис 5.4.3): предн-ны для выполнения нескольких операций, каждая из которых по прод-ти больше заданного темпа выпуска.
г) смешанная (с ветвящимся потоком) (рис 5.4.4): 1-рабочие агрегаты, 2-распределительные устройства.
…………..
Типовые компоновки автоматических линий из агрегатных станков области их применения.
Автоматические линии в простейшем варианте компонуют на базе агрегатных станков, соединенных транспортной системой Автоматические линии из агрегатных станков можно разделить на две основные группы линии с непосредственным перемещением обрабатываемых деталей от станка к станку (I группа) и линии с перемещением обрабатываемых деталей в приспособлениях-спутниках (II группа).
Линии I группы, в зависимости от способа перемещения детален между станками, можно разделить на линии со сквозным или с прямоточным транспортом и с вынесенным транспортом. В первом случае транспортер деталей проходит непосредственно через рабочие позиции и детали перемещаются в одном направлен и и. Во втором случае транспортер деталей вынесен за станки н детали, кроме перемещения от одной позиции к другой, дополнительно перемещаются перпендикулярно основному транспортеру, что необходимо для подачи их в приспособления станков.
Схемы обработки на автоматических линиях из агрегатных станков.
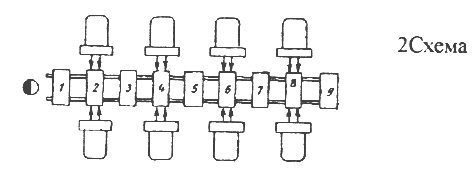
1Схема автоматической линии из четырех станков с одинаковым положением детали на станках обработка возможна только с двух сторон 1 загрузка деталей; 2, 4, 6 и 8 — рабочие позиции; 3, 5 л 7 — промежуточные позиции; 9 — выгрузка деталей
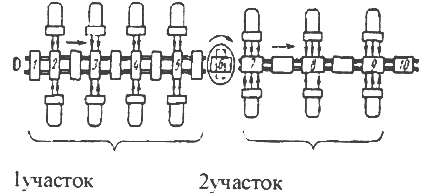
автоматической линии с промежуточным поворотом на 90°деталей обработка возможна с четырех сторон
/ — загрузка деталей; 2 — 5, 7 — 9 рабочие позиции, е — поворотный стол; 10 - выгрузка деталей
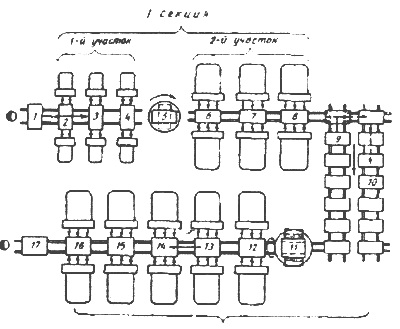
Линии из агрегатных станков являются линиями с жесткой связью и простой любого станка вызывает простой всех станков линии, что значительно снижает коэффициент технического использования линии, т. е.еефактическую производительность. Для повышения коэффициента использования линий, состоящих из большого количества станков, стремятся разделить линии на секции и ввести между секциями накопители деталей, т. е. создать системы автоматических линнй. 3 Схема двухсекционной системы автоматических линий: /—загрузка деталей; 2 — 4, 6—3, 12 —16—рабочие позиции; 5 — поворотный стол; 9 —межсекционный транспортер; 10 — промежуточный накопитель;// — поворотный барабан; 17 — выгрузка деталей 3-й участок II секция