

26.2 Понятие о системах активного контроля адаптивного управления. Основные условия их
эффективного использования
Три вида адаптивных систем управления (СУ) и станках ЧПУ:
1-адаптивные СУ:
2-самоорганизующиеся СУ.
3-самообучающиеся СУ:
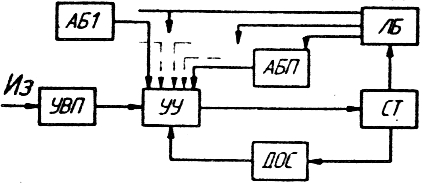
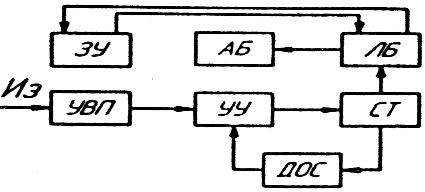
Адаптивные СУ Заданное перемещение (Из)
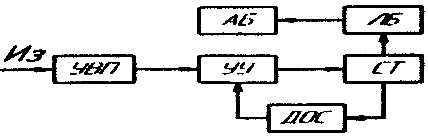
через устройство ввода программы (УВП) н через устройство управления (УУ) попадает на приводы подачи станка (СТ). Реальное перемещениc контролируется датчиками станка ДОС). Информация о датчиках контроля шраметрое режима резания попадает в логический блок (ЛБ). который сравнивает с заданными установками. Адаптационный блок АБ) по результатам сравнения параметров вырабатывает стратегию управления и передаст с в устройство управления (УУ). с целью оптимизации процесса обработки. Адаптивные СУ решают частные задачи повышения эффиктивности обработки.
Адаптивное предельное управление. .
I. Системы стабилизации - для поддержания на определенном уровне силы •резания и т.д. Позволяет повысить качество обработкн. точность, сократить время резания, повысить стойкость инструмента. .
2. Следящие системы - используются для правления положением детали или инструмента, а также для компенсации упругих деформаций. способствуют повышению точности изготовления детали. .
3 Системы программного регулирования замкнутые по процессу резания, в них используется прямо пропорциональная зависимость от системы координат. примсняются для повышения стойкости инструмента изменением скорости резания и подачи или для поддержания независимой скорости резания
Система адаптивного предельного регулирования с двумя стабилизирующими контурами. БК- блок контроля t". 3- задатчнк
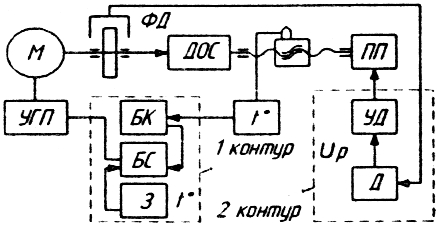
предельного значении t*. ЕС- блок сравнения t, УГП- управление главным приводом, Д- дешифратор, УД- управляющий делитель, ПП- привод подачи. ДОС- датчик обратной связи. ФД- фотодатчик, 1-ый контур no t" позволяет поддержпватъ максимальную стойкость инструмента: 2-ой контур по Vрез позволяет охранить неизменность подачи за один оборот при изменяющейся скорости главного движения. Достоинства: увеличение стойкости инструмента. повышение производительности с охранением постоянной чистоты обрабатываемой поверхности. '..
Адаптивное оптимальное регулирование. хар-ся качеством обработки Критерий адаптации -это количественная характеристика процеcca работы системы управления, которая изменяется в зависимости от внешних н внутреиннх факторов. F(x 1 ,х2...у1,у2...) х -внутренние факторы, у - внешние. Система работаст хорошо. если F принимает экстремальные значения
Можно выделить:
I). Аналитические системы -правление, которое может быть решено налитичсскимн .методами.
2). Поисковые истсми - идет перебор значений для каждого х и у в определенных диапазонах с целью отыскать максимальное значение F.
3). Статические методы регулирования - перебор
идет с использованием статических законов. Самоорганизующиеся СУ. Структура дискретна, или плавно изменяется так чтобы в | изменяющихся внешних условиях функция ] выполнялась наилучшим образом. Меняются 1 связи между элементами системы управления, j Эти системы способны воспринимать и ! классифицировать нн^мацню из внешней ! среды, разрабатывать программы переработки згой информации, оценивать эф||«ктивностъ этих программ, запоминать оптимальные значения программы управления, для дальнейшег использования в аналогичных ситуациях. Перестраивать структуру управления в процессе эксплуатации.
Самообучающиеся СУ. Наладка станка
происходит по характеристике работы системы. Программа работы системы управления определяется микро-ЭВМ, которая обрабатывает поступающую информацию, вырабатывает алгоритм системы работы, с целью достижения оптимального функционирования системы. Эта система подтверждает эффект обработки детали в тех или иных условиях в отличие от предыдущей системы.