

2.8. Методы шлифование валов
Шлифование производится абразивными кругами при обильной подаче в зону резания СОЖ и является основным методом чистовой обработки наружных поверхностей. Различают предварительное, чистовое и тонкое шлифование. Предварительным шлифованием обеспечивают точность по 8-9 квалитету. Шероховатость поверхности составляет 0,4 - 6,3 мкм. Чистовое шлифование осуществляют после термической обработки. Им обеспечивают точность по 6 - 7 квалитету с шероховатостью поверхности 0,2 -3,2 мкм. Более высокая точность достигается тонким шлифованием с шероховатостью поверхности 0,025 - 0,1 мкм. Шлифование делится на вида: круглое и бесцентровое.
Круглое шлифование наружных цилиндрических и конических поверхностей выполняют, на круглошлифовальных станках причем деталь устанавливается в центрах, патроне или цанге. Существует два основных метода круглого шлифования: с продольной подачей и методом врезания.
Шлифование с продольной подачей осуществляется возвратно-поступательным перемещением детали относительно шлифовального круга. На каждый двойной ход стола с деталью круг перемещается к центру заготовки
на 0,005 - 0,02 мм. Схема шлифования с продольной подачей представлена на рис 2.75, а.
![]()
Шлифование методом врезания производится кругом, ширина которого больше длины обрабатываемого участка (рис. 2.75, б).
![]()
В данном случае круг имеет только поперечную подачу. Одновременное шлифование нескольких поверхностей методом врезания может быть осуществлено фасонным кругом (рис. 2.75, в; г). Данный метод более производителен чем шлифование с продольной подачей, поэтому его применяют в массовом и крупносерийном производстве.
Бесцентровое шлифование осуществляется на бесцентрово-шлифовальных станках. Здесь также применяются два метода шлифования: с продольной подачей и врезанием.
Бесцентровое шлифование с продольной подачей применяют для обработки гладких валов. Схема шлифования представлена на рис. 2.76, а; Деталь 2 при шлифовании не закрепляется, а свободно перемещается между двумя шлифовальными кругами. Круг I большего диаметра является шлифовальным, а круг 3 меньшего диаметра является ведущим. Этот круг устанавливается под углом 1 - 5° к оси шлифовального круга и вращает деталь с подачей в осевом направлении. Деталь опирается на нож 4 со скосом, благодаря которому она прижимается к ведущему кругу. Детали при шлифовании одна за другой поступают в зону обработки с одной стороны, а выходят с другой.
Бесцентровое шлифование врезанием применяют для обработки валов с буртиком. Схема шлифования представлена на рис. 2.76,в. Перед обработкой ведущий круг отводят на некоторое расстояние от опоры и устанавливают деталь на опору сверху или сбоку. Затем круг подводят к детали для обработки. Шлифование осуществляется с подачей ведущего круга к шлифовальному кругу. Этим методом можно шлифовать детали с конической поверхностью, применяя ведущий круг, заправленный на конус.
В процессе резания шлифовальный круг теряет форму и режущую способность, т.е. круг засаливается. Для восстановления работоспособности шлифовальных кругов их подвергают правке. Правку осуществляют алмазами в оправах, алмазными карандашами, роликами и пр. Алмазный карандаш представляет собой абразивный инструмент, в котором мелкие алмазы, синтетические или естественные, закреплены в связке. Связка представляет собой затвердевший полимерный материал. Масса отдельных алмазов в карандаше находится в пределах 0,03 - 0,5 карата (1 карат равен 0,2 грамма). Алмазы в оправах могут также иметь искусственное или естественное происхождение. Они, как правило, крупнее, чем в карандашах. Их масса достигает 2 карат. На рис. 2.77, а представлена схема правки круга алмазом в оправе при шлифовании поворотного кулака. Правка производится периодически перемещением алмаза по копиру. Недостатком правки широких кругов по копиру является необходимость перерывов в работе станка для правки. Это время может составлять 10-15% от основного. Применение правки алмазными роликами сокращает время перерывов. Форма роликов соответствует профилю круга (рис. 2.77, б). Правка круга роликами осуществляется также периодически, но одновременно по всей его образующей, что сокращает время правки в 2 - 3 раза. На рис 2.77, б представлен совмещенный эскиз для трех операций шлифования вала. На первых двух операциях, отмеченных позициями А и Б шлифуются.
Методы чистовой обработки поверхностей врашения абразивным инструментом. Схемы методов и их технологическая характеристика.
Шлифование
При шлифовании наружных цилиндрических поверхностен применяют следующие виды шлифования: а) обдирочное; б) точное, которое может быть предварительным и чистовым; в) тонкое-Обдирочное шлифование применяется взамен предварительной обработки резанием лезвийным инструментом
Точное шлифование, при котором точность обработки наружных цилиндрических поверхностей достигает 7-8 квалитета, а шероховатость поверхности —Ral,6-0,4.
Тонкое шлифование соответствует 6-7 квалитету точности, шероховатость -Ra 0,2-0,1. Оно осуществляется мягким, мелкозернистым шлифовальным крутом при большой скорости его вращения (более 40м/'сек). Шлифование сопровождается усиленным охлаждением обрабатываемой детали.
Шлифование наружных цилиндрических и конических поверхностей производят на кругло-шлифовальных станках. Обрабатываемая деталь устанавливается в центрах, цанге, патроне или в специальном приспособлении. Скорость вращения детали при шлифовании в зависимости от ее диаметра и меняется от 10до50.к.ш;г скорость шлифовального круга составляет обычно у многих станков 30м/сек, а при использовании более прочных кругов достигает 50 м/сек. Продольная подача и глубина резания варьируются в зависимости от способов шлифования. Различают следующие способы круглого шлифова-ния: а) шлифование с продольной подачей; б) шлифова-ние с поперечной подачей (способ врезания).
При первом способе в процессе шлифования обрабатываемая деталь (рис. 1, а) совершает продольные движения попеременно в обе стороны; поперечная подача шлифовального крута производится по окончании каждого продольного хода. Этот способ наиболее распространен и удобен для шлифования валов.
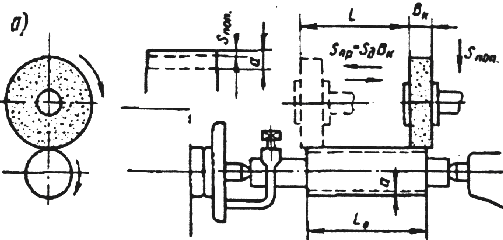

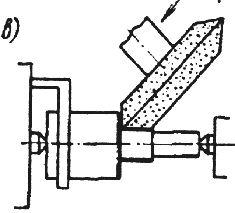
Рис.1.
Схемы круглого шлифования
а—с продольной подачей; б—с поперечной no-дачей; в — шлифование уступа и шейки вала.
Второй способ — шлифование с поперечной подачей (Snon), или способ врезания рис.1,6). Шлифование производится широким кругом фазу по всей длине детали. Шлифовальному кругу сообщается поперечная подача по направлению к центровой линии детали. Высота круга больше, чем длина шлифуемой поверхности. Этот способ производителен и широко применяется в массовом и крупносерийном производстве. Пользуясь фасонным кругом, можно получить соответствующую форме круга поверхность детали. В настоящее время стали применять кругло-шлифовальные станки с несколькими шлифовальными кругами. При шлифовании уступа и прилегающей узкой шейки ступенчатого вала применяют станки с поворотной шлифовальной бабкой (рис. \.в). Для измерения применяют специальные устройства, измеряяющие диаметр обрабатываемой поверхности в процессе шлифования. Такие устройства бывают: 1) механические (с индикатором); 2) электроконтактные; 3) электроиндуктивные; 4) пневматические; 5) электропневматические; 6) фотоэлектрические и др. Наиболее распространены: механические (с индикатором) и электроконтактные устройства.
К механическим относятся трехконтактные индикаторные скобы, для визуального контроля. При шлифовании шеек ступенчатого вала применяют устройства с поворотным барабаном, на котором смонтировано необходимое количество трехконгактных индикаторных скоб.
Электроконтактные и др. устройства автоматически выключают станок при достижении заданного размера, что гредупреждает брак.
Бесцентровое шлифование.
При нём деталь не закрепляется в центрах, а свободно помешается между двумя шлифовальными кругами (рис.2, а), из которых круг большего диаметра — является шлифующим, а круг меньшего диаметра — ведущим.
Шлифующий круг вращается с окружной скоростью 30— 35 м/сек, ведущий круг имеет скорость 20—30 м/мин. Обрабатываемая деталь поддерживается опорой-ножом.
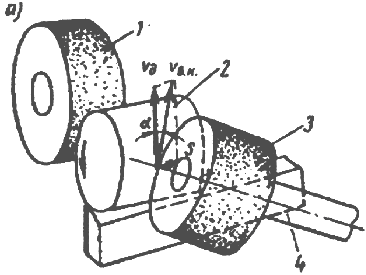
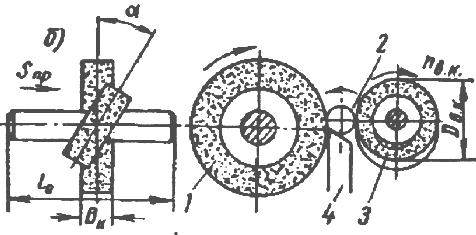
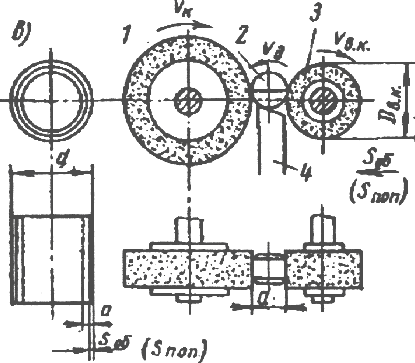
Рис.2
Бесцентровое шлифование производят двумя способами: 1-й—продольной подачи (сквозное шлифование «на проход» —рис. 2, а, б): 2-й —поперечной подачи (врезания— рис. 2, в)
Шлифование абразивной лентой
-получило широкое применение. Оно осуществляется, либо при свободном натяжении ленты, либо с поджимом ее роликом. Применяется для шлифования — цельных и прерывистых поверхностей. Абразивные ленты изготовляют на бумажной или тканевой основе; лены на бумажной основе применяют лишь при сухом шлифовании. Преимущества: 1) Станки дешевле и занимают меньше площади, чем кругло-шлифовальные станки. 2) Их обслуживание проще, и работа на них безопаснее. 3) При работе абразивной лентой скорость перемещения и радиус кривизны постоянны
Недостатки: 1) Не высокая точность обработки; 2) Трудность шлифования уступов; 3) Сложность механизации и автоматизации.
Шлифование отверстий
Отв. шлифуются на внутришлифовальных станках следующими способами: 1) при вращающейся детали, закрепленной в патроне;2) при неподвижной детали- на станках с планетарным движением шпинделя; 3) при вращающейся незакрепленной детали- бесцентровое шлифование. При первом способе деталь закрепляют в самоцентрирующем патроне. Шлифовальный круг, вращающийся вокруг своей оси с большой скоростью, совершает возвратно- поступательное и поперечное движения, осуществляя продольную и поперечную подачи.
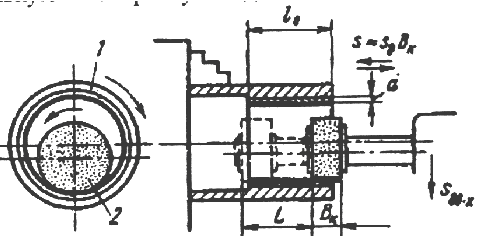
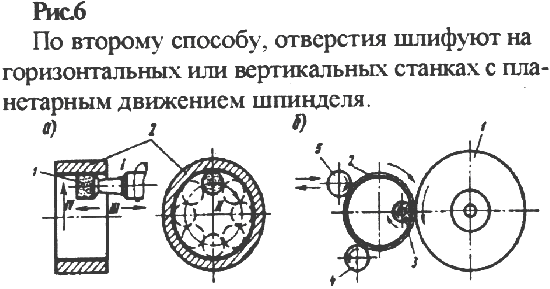
Рис.7
При третьем способе шлифуется отверстие во вращающейся незакрепленной детали. Деталь, предварительно прошлифованная с наружи.