

1.11. Точность механической обработки, виды погрешностей
Точность является важным показателем качества изделий. Повышение точности увеличивает долговечность и надежность эксплуатации изделия, повышает взаимозаменяемость. За последние 100 лет точность механической обработки возросла более чем в 2000 раз.
В настоящее время минимальный стандартный допуск на размеры до 3 мм по 01 квалитету составляет 0,3 мкм. (0,01% от размера), на размеры 1250-1600 мм. - 8 мкм. (0,0005%). В то же время повышение точности должно быть экономически оправданным. На рис.37 представлена качественная зависимость (без цифр) стоимости обработки от допуска на размер. Из рисунка следует, что с уменьшением допуска, стоимость обработки возрастает по экспоненте.
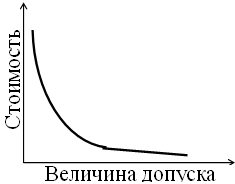
Рис. 37 Качественная зависимостьстоимости обработки от допуска на размер
Очевидно, что требования к точности и шероховатости поверхности оказывают существенное влияние на технологический процесс, т.к. выбор методов обработки, расчет режимов резания, припусков на обработку и. т. д. во многом зависят от этих требований.
Точность и погрешность
Точность изделия - это степень соответствия истинного значения геометрического параметра его заданной величине.
Количественным показателем точности (нормой точности) является допуск. Назначение величины допуска называется нормированием точности. Нормированию подлежат допуски размеров, отклонениям формы и расположения поверхностей.
После механической обработки на станках детали имеют определенные геометрические параметры. Контроль этих параметров определяет их действительное значение.
Погрешностью называется численнное отклонение действительного (измеренного) значения параметра от заданного. Заданным значением параметра могут быть предельные и номинальный размеры, а также параметры определяющие номинальную форму и расположение поверхностей ( крутость, прямолинейность, соосность и. т . д.).
Погрешность может быть абсолютной и относительной. Представленное выше определение относится к абсолютной погрешности. Отношение абсолютной погрешности к заданному значению параметра, называется относительной погрешностью. Эта погрешность обычно выражается в процентах. Таким образом, также погрешность является количественным показателем точности. Очевидно, что при изготовлении деталей с большими погрешностями невозможно обеспечить высокую точность. Например, погрешность может быть определена как разность между номинальным и действительным размером. Сравнивая это значение с предельными отклонениями размера, можно дать оценку точности изготовления.
П огрешность
может быть детерминированной (закономерной)
или случайной (статистической) величиной.
Согласно принятой терминологии,
детерминированные погрешности называютсясистематическими.
Систематические
погрешности делят на два вида: постоянные
и переменные.
огрешность
может быть детерминированной (закономерной)
или случайной (статистической) величиной.
Согласно принятой терминологии,
детерминированные погрешности называютсясистематическими.
Систематические
погрешности делят на два вида: постоянные
и переменные.
Постоянными погрешностями называются такие, которые при обработке партии заготовок не изменяются от заготовки к заготовке. К ним можно отнести погрешности, возникающие за счет использования неточных станков, неточного мерного (калиброванного) инструмента (сверла, развертки, метчики), неточность настройки станков на заданный размер.
Переменные – погрешности меняются от заготовки к заготовке при обработке партии. К ним следует отнести погрешности из-за износа режущего инструмента и тепловые деформации системы деталь - инструмент - приспособление - станок (ДИПС или устаревшее, читай наоборот - СПИД).
Случайные погрешности не подчиняются видимой закономерности. Для каждой заготовки из партии они имеют свое значение. Можно предполагать и даже знать причину появления случайной погрешности. Однако, корни этой причины, как правило, находятся в малоисследованной области, что не позволяет придать этой погрешности детерминированный характер. Например, причиной погрешности могут быть колебания механических свойств, связанные с металлургическими факторами и. т. д.
При механической обработке в силу разнообразных причин возникают все виды погрешностей. Поэтому погрешность механической обработки состоит из трех составляющих: постоянной, переменной и случайной.
…………