

1.6. Классификация баз по гост 21495 — 76
Согласно ГОСТ 21495—76 классификация машиностроительных баз производится по: назначению, лишаемым степеням свободы и характеру проявления. Все эти признаки являются самостоятельными.
По назначению машиностроительные базы подразделяются на конструкторские, измерительные и технологические.
Конструкторской называется база, используемая для определения положения детали или сборочной единицы в изделии.
Конструкторские базы подразделяются на основные и вспомогательные. Основной называется конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии.
Вспомогательной называется конструкторская база данной детали или сборочной единицы, используется для определения положения присоединяемого к ним изделия. Примеры основных и вспомогательных конструкторских баз показаны на рис.12. В данном случае считается, что колесо при сборке присоединяется к валу. Поэтому базы 1;2;3 зубчатого колеса считаются основными, а базы 4;5;6 вспомогательными базами. Очевидно, что выбор баз в качестве основных или вспомогательных зависит от последовательности сборки, т.е. какая из деталей является базовой.
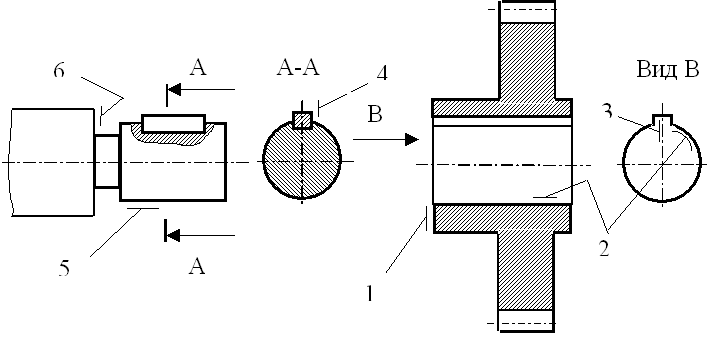
Рис. 12 Конструкторские базы
1,2,3 – основные; 4,5,6 - вспомогательные
Измерительной называется база, используемая для определения относительного положения заготовки или изделия и средств измерения. Иными словами,
измерительной базой называется элемент изделия, от которого производится отчет размеров. Пример измерительной базы показан на рис.13. Здесь измерительная база определена нормированием отклонения от параллельности одной плоскости относительно другой.
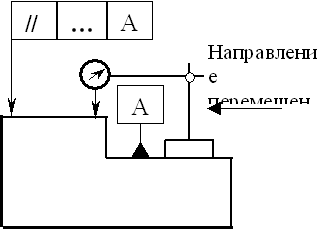 Рис.13
А-измерительная база
Рис.13
А-измерительная база
Технологической называется база, используемая для определения положения заготовки или изделия при изготовлении или ремонте.
По лишаемым степеням свободы базы делятся на установочные, направляющие, опорные, двойные направляющие, двойные опорные. Установочной называется база, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы-перемещения вдоль одной координатной оси и поворотов вокруг других осей. Направляющей называется база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг другой оси. Опорной называется база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы - перемещения вдоль одной координатной оси или поворота вокруг оси.
Двойной направляющей называется база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы-перемещения вдоль двух координатных осей и поворотов вокруг этих осей. Двойной опорной называется база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы - перемещения вдоль двух координатных осей.
Применим классификацию баз по лишаемым степеням свободы для вышерассмотренных примеров базирования тел.
Для призматического тела на рис.7 поверхности, контактирующие с координатными плоскостями, несущие одну, две и три опорные точки являются соответственно опорной, направляющей и установочной базами. Для длинного цилиндрического тела на рис.8 боковая поверхность является двойной направляющей базой, а торцевая поверхность, а также поверхность шипа являются опорными базами.
Для диска на рис. 9 торцовая поверхность является установочной базой, боковая поверхность - двойной опорной базой, а поверхность шипа - опорной базой.
Для длинного конического тела с малой конусностью коническая поверхность совмещает в себе функции двойной направляющей и опорной поверхности, которые использовались при базировании длинного цилиндрического тела. Такую коническую поверхность можно назвать опорно-направляющей базой. Аналогичные функции выполняют два центровых отверстия в детали на рис.10, т. к. при базировании по ним тело лишается пяти степеней свободы.
По характеру проявления базы делятся на явные и скрытые.
Явной называется база в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Все базы, рассмотренные выше, были представлены реальными поверхностями. Поэтому они относятся к явным базам.
Скрытой называется база в виде воображаемой плоскости, оси или точки. Понятие скрытой базы используется при установке заготовок в самоцентрирующих зажимах. Самоцентрирующими зажимами называются приспособления, в которых зажимные элементы (кулачки, губки и пр.) перемещаются синхронно, т. е. с одинаковой скоростью, в направлении некоторой точки, линии или поверхности. При установке в самоцентрирующих зажимах ось заготовки совмещется с осью приспособления, относительно которой синхронно перемещаются зажимы. Указанная ось заготовки является скрытой технологической базой. Такие базы проявляет себя только при установке в самоцентрирующих зажимах. Кроме того, в стандарте имеются следующие определения баз. Проектная база - база, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия. Действительная база - база, фактическая используемая в конструкции, при изготовлении, эксплуатации и ремонте изделия.
Проектная база используется в конструкторской и технологической документации, а действительная является элементом, реального изделия. На чертеже вала, представленного на рис.14 проектными базами являются: левый торец вала, который выбран в качестве базы для указания размеров вала по длине и ось вала - для указания его размеров по диаметру. Для реальной детали эти элементы могут являться действительными базами.
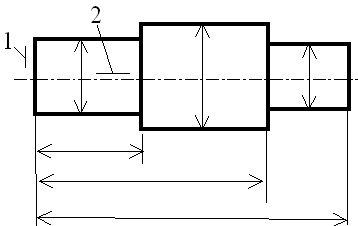
Рис.14 1,2 – проектные базы