

2.1. Базирование корпусных деталей при механической обработке, структура технологического процесса при обработке корпусных деталей.
Служебное назначение и конструктивное исполнение
Корпусные детали в сборочных единицах являются базовыми или несущими элементами, предназначенными для монтажа на них других деталей и сборочных единиц. Конструкция этих деталей должна обеспечивать необходимую точность установленных на них элементов, как в статическом состоянии, так и при эксплуатации под нагрузкой. Таким образом, при конструировании и изготовлении корпусных деталей необходимо обеспечить требуемую точность размеров, формы и расположения поверхностей, а также прочность, жесткость, виброустойчивость, сопротивление деформациям при изменении температуры, герметичность, удобство монтажа конструкции.
В конструктивном отношении корпусные детали можно разделить пять основных групп (рис. 2.1):
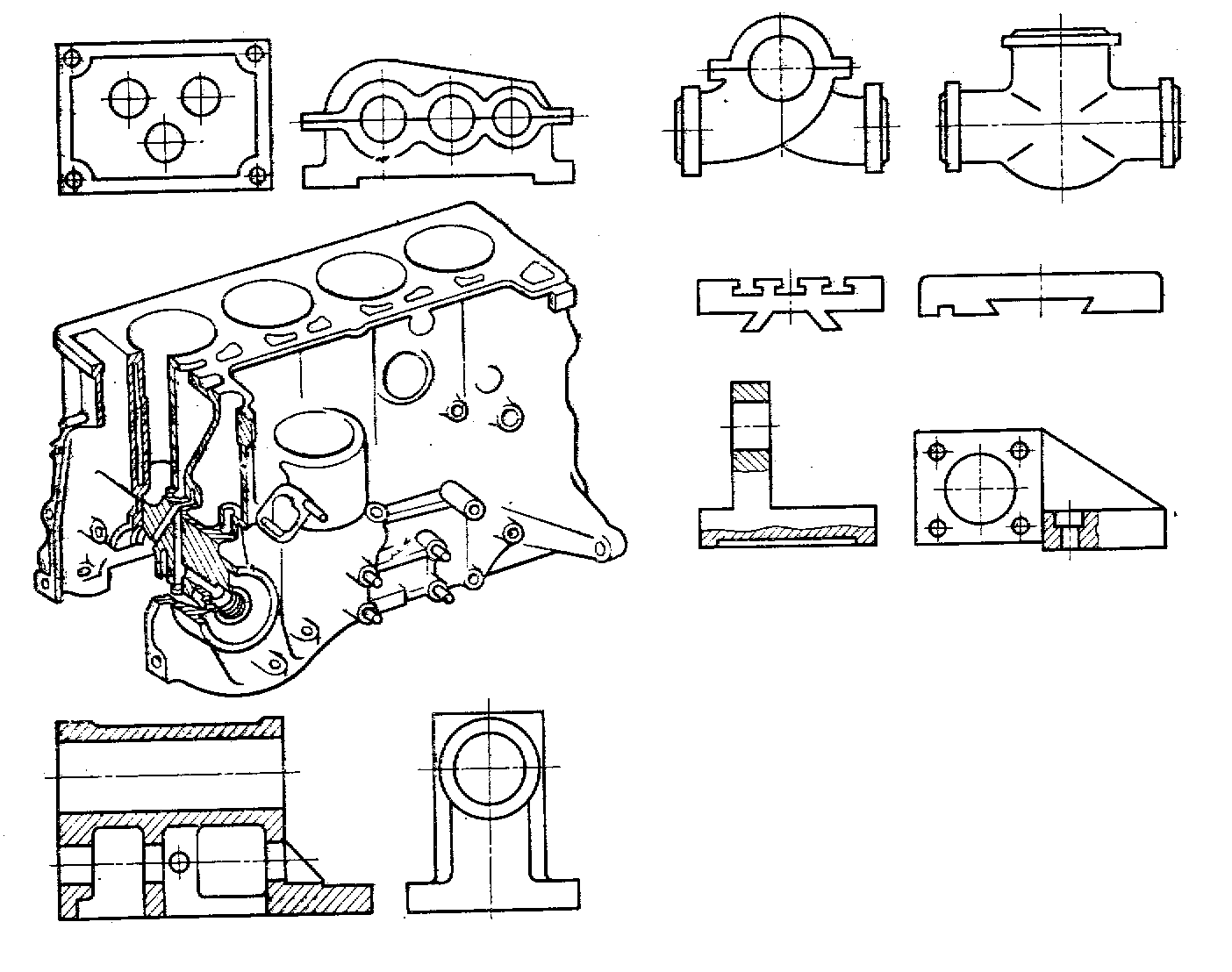
Рис. 2.1 Классификация корпусных деталей
а — коробчатого типа — неразъемные и разъемные;
б — с гладкими внутренними цилиндрическими
поверхностями;
в — со сложной пространственной геометрической
формой;
г — с направляющими поверхностями;
д — типа кронштейнов, угольников
Первая группа - корпусные детали коробчатой формы в виде параллелепипеда, габариты которого имеют одинаковый порядок. К этой группе относятся корпуса редукторов, коробки скоростей металлорежущих станков, шпиндельные бабки и пр., которые предназначены для установки подшипниковых узлов (рис. 2.1, а).
Вторая группа - корпусные детали с внутренними цилиндрическими поверхностями, протяженность которых превышает их диамтральные размеры. К этой группе относятся блоки цилиндров двигателей внутреннего сгорания, компрессоров, корпуса пневмо- и гидроаппаратуры: цилиндров, золотников и пр. (рис. 2.1, б). Здесь внутренние цилиндрические поверхности являются направляющими для перемещения поршня или плунжера.
Третья группа - корпусные детали сложной пространственной формы. К этой группе относятся корпуса паровых и газовых турбин, арматуры водо- и газопроводов: вентилей, тройников, коллекторов и пр. Конфигурация этих деталей формирует потоки жидкости или газа (рис. 2.1, в).
Четвертая группа - корпусные детали с направляющими поверхностями. К этой группе относятся столы, каретки, суппорты, ползуны и пр., которые в процессе работы совершают возвратно-поступательное или вращательные движения (рис. 2.1, г).
Пятая группа — корпусные детали типа кронштейнов, угольников, стоек и пр., которые выполняют функции дополнительных опор (рис. 2.1, д).
Элементами корпусных деталей являются плоские, фасонные, цилиндрические и другие поверхности, которые могут быть обрабатываемыми или необрабатываемыми. Плоские поверхности в основном обрабатываются и служат для присоединения по ним других деталей и узлов или самих корпусных деталей к другим изделиям. Поэтому эти поверхности называются присоединительными. При механической обработке эти поверхности являются технологическими базами. Фасонные поверхности, как правило, не обрабатываются. Конфигурация этих поверхностей определена их служебным назначением. Цилиндрические поверхности в виде отверстий делятся на основные и вспомогательные отверстия. Основные отверстия являются посадочными поверхностями для тел вращения: подшипников, осей и валов. Вспомогательные отверстия предназначены для монтажа болтов, маслоуказателей и пр. Они бывают гладкими и резьбовыми. Эти поверхности также могут быть базами при механической обработке.
Требования к точности
В зависимости от назначения и конструктивного исполнения к корпусным деталям предъявляют следующие требования к точности изготовления.
1. Точность геометрической формы плоских поверхностей. В данном случае регламентируются отклонения от прямолинейности и плоскостности поверхности на определенной длине или в пределах ее габаритов. Для поверхностей размером до 500 мм отклонения от плоскостности и параллельности обычно находятся в пределах 0,01- 0,07 мм, а у ответственных корпусов — 0,002-0,005 мм.
2. Точность относительного расположения плоских поверхностей.
В данном случае регламентируются отклонения от параллельности, перпендикулярности и отклонение наклона. Предельные отклонения от параллельности или перпендикулярности одной плоской поверхности относительно другой составляют 0,015/200 - 0,1/200, а для деталей повышенной точности — 0,003/200-0,01/200.
3. Точность диаметральных размеров и геометрической формы отверстий. Точность основных отверстий, предназначенных, в основном, для посадки подшипников, соответствуют 6 - 11-му квалитетам, Отклонения геометрической формы отверстий от цилиндричности, крутости и профиля продольного сечения: конусообразности, бочкообразности и седлообразности ограничивают в пределах 0,2 - 0,5 допуска на диаметр отверстия.
4. Точность расположения осей отверстий.
Отклонения от параллельности и перпендикулярности осей главных отверстий относительно плоских поверхностей составляют 0,01/200 - 0,15/200. Отклонения от параллельности и перпендикулярности оси одного отверстия относительно оси другого составляют 0,005/200 - 0,1/200.
Шероховатость плоских базирующих поверхностей составляет 0,63- 2,5 мкм, а шероховатость поверхностей главных отверстий 0,16 - 1,25 мкм, а для ответственных деталей — не более 0,08 мкм.
Приведенные требования к точности корпусных деталей являются усредненными. Точное их значение устанавливается отдельно в каждом конкретном случае.
Методы получения заготовок и материалы
Основными методами получения заготовок для корпусных деталей являются литьё и сварка. Литые заготовки получают литьем в песчано-глинистые формы, в кокиль, под давлением, в оболочковые формы, по выплавляемым моделям. Выбор метода литья зависит от условий производства, точности отливки, ее размеров, материала и пр. Материалом для отливок является в основном серый чугун. Применяют также ковкий, высокопрочный, жаростойкий, антифрикционный чутуны, сталь, цветные металлы: бронзу, литейную латунь, алюминиевые и магниевые сплавы.
Сварные заготовки для корпусных деталей применяют в мелкосерийном производстве, когда использование литья из-за высокой стоимости оснастки нецелесообразно. Кроме того, рекомендуется применять сварные конструкции для деталей, на которые действуют ударные нагрузки. Материалом для сварных изделий является листовая малоуглеродистая сталь марки Ст. 3.
Базирование корпусных деталей при механической обработке
Основными принципами базирования являются принцип совмещения и принцип постоянства баз. Первый принцип заключается в совмещении при механической обработке технологической базы с конструкторской и измерительной базами. Суть второго принципа заключается в использовании одних и тех же баз на всех или большинстве операций технологического процесса. На первых операциях базирование осуществляется по необработанным (черным) поверхностям, которые называются черновыми базами. Поверхности обработанные на этих операциях используются затем как чистовые базы. Поверхности для чистовых баз необходимо выбирать так, чтобы соблюдались вышеуказанные принципы.
Базирование призматических деталей с отверстиями по обработанным поверхностям (чистовым базам) осуществляется двумя способами: по трем взаимно перпендикулярным поверхностям, но плоскости и двум отверстиям па этой плоскости (рис. 2.2, а; б).
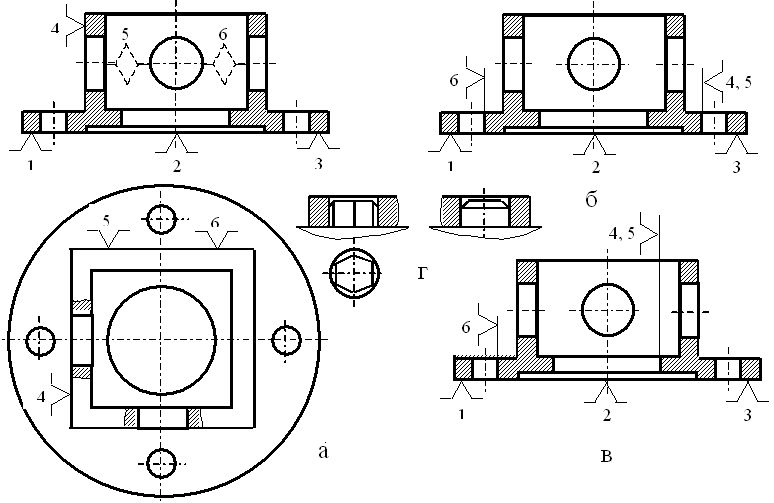
Рис. 2.2 Схемы базирования корпусных деталей
а – по трем взаимно перпендикулярным плоскостям; б – по плоскости и двум вспомогательным отверстиям; в – по плоскости, основному и вспомогательному отверстию; г – установочные пальцы: ромбический и цилиндрический
В первом случае на первых операциях обрабатываются три взаимно перпендикулярные плоскости. Во втором случае обрабатываются плоскость и два отверстия на ней, причем эти отверстия обрабатываются более точно, чем остальные. В качестве установочных элементов для отверстий используются два пальца: цилиндрический и ромбический (срезанный) (рис. 2.2, г).
Для корпусных деталей с фланцами в качестве баз используют торец фланца, центральное основное, отверстие или выточку на торце и вспомогательное отверстие на фланце (рис. 2.2, в).
Если надо снимать равномерный припуск на сторону при обработке основных отверстий, то в качестве черновых баз для обработки плоскости и двух вспомогательных отверстий используют основные отверстия. В эти отверстия, еще необработанные, вставляют конические или самоцентрирующие оправки. Еще одной базой является боковая плоскость заготовки (рис. 2.3, а).
При обработке основных отверстий, чтобы выдержать одинаковое расстояние от осей этих отверстий до внутренних стенок корпуса, базирование осуществляют по внутренним стенкам (рис. 2.3, б). Базированием по внутренним "поверхностям обеспечивается также заданная толщина стенки при обработке ее снаружи. Применение самоцентрирующих устройств исключает образование разностенности.
Если конфигурация детали не позволяет надежно её установить и закрепить, то обработку целесообразно вести в приспособлении-спутнике. При установке заготовки в спутнике используются черновые или искусственные базы, причем заготовка обрабатывается на различных операциях при постоянной установке в приспособлении, но положение приспособления на разных операциях меняется.
Структура технологического процесса при обработке корпусных деталей
Структура технологического процесса обработки корпусной детали зависит от ее конструктивного исполнения, геометрической формы, размеров, массы, метода получения технических требований к ней, оснащенности производствам методов его работы. В то же время структура технологического процесса обработки корпусных деталей, как и любых других, имеет общие закономерности. Эти закономерности относятся к определению последовательности обработки поверхностей в соответствии с намеченными технологическими базами, к определению необходимого числа переходов по обработке поверхностей, к выбору оборудования и пр. Независимо от вышеуказанных особенностей корпусной детали технологический процесс ее обработки включает следующие основные операции:
- черновая и чистовая обработка плоских поверхностей, плоскости и двух отверстий или других поверхностей, используемых в дальнейшем в качестве технологических баз;
- черновая и чистовая обработка других плоских поверхностей;
- черновая и чистовая обработка основных отверстий;
- обработка вспомогательных отверстий - гладких и резьбовых;
- отделочная обработка плоских поверхностей и основных отверстий;
- контроль точности обработанной детали.
Кроме того, между этапами черновой и чистовой обработки может быть предусмотрено естественное или искусственное старение для снятия внутренних напряжений.