

Магнитные цепи с последовательно-параллельным соединением нескольких элементов
Для обеспечения намагничивания, исключения пагубного влияния размагничивающего фактора коротких деталей проводят намагничивание одновременно нескольких последовательно составленных деталей.
Если в первом приближении можно не учитывать магнитные потоки рассеяния, ответвляющиеся в воздух от главной магнитной цепи, то расчет сложной магнитной цепи оказывается аналогичным расчету соответствующей сложной нелинейной электрической цепи.
В простейшем случае последовательного соединения всех участков магнитной цепи полная магнитодвижущая сила F = wi, определяемая током i в обмотке, имеющей w витков, равна сумме магнитодвижущих сил на отдельных учатках, т.е.:
![]()
Если можно пренебречь потоками рассеяния, то потоки Ф во всех последовательно соединенных участках, во всех сечениях sk данного участка будут одинаковы. Применяя закон магнитной цепи для всей магнитной цепи и для ее участков, будем иметь:
![]()
![]()
RM – магнитное сопротивление всей магнитной цепи; RMk – магнитное сопротивление ее k-го участка, включая воздушные зазоры. Подставляя эти выражения в равенство F=∑Fk и сокращая на F, получаем:
![]()
Если весь участок состоит из однородного материала, то:
![]()
где lk — длина; μk — абсолютная магнитная проницаемость k-го участка, и соответственно:
![]()
Если известны значения индукции и материал, можно по кривым намагничивания найти для каждого участка значение напряженности поля H. Напряженность поля численно равна МДС, приходящейся на единицу длины. Поэтому МДС, необходимая для прохождения потока через данный участок цепи, равна произведению Hklk. В случае последовательного соединения большого числа элементов цепи полная искомая МДС, необходимая для образования заданного потока, равна сумме МДС:
wi = ∑Hklk = Н1l1 + Н2l2+ ...
Причем составляющая МДС, необходимая собственно для исследуемой детали, может быть существенно меньше общей МДС, определяемой зазорами, различными сечениями отдельных элементов магнитной цепи. Магнитный поток распределяется в отдельных местах неравномерно по сечению. Так, около краев детали происходит сгущение линий магнитной индукции. Соответственно эти места сильно насыщены и магнитная проницаемость их сравнительно невелика. Последнее обстоятельство учитывают соответствующими опытными коэффициентами.
Многие детали машин (см., например, рис. 54, а), могут быть представлены разветвленной магнитной цепью. Так как магнитные цепи нелинейны, то метод их расчета аналогичен методам расчета нелинейных электрических цепей. Пусть имеется деталь (рис 54, а), которую представим как разветвленную магнитную цепь, изображенную на рис. 54, б. При расчете необходимо использовать кривую намагничивания материала В = f(H), дающую зависимость магнитной индукции от напряжения магнитного поля (рис. 54, в).
Пользуясь кривой намагничивания, строим кривые Ф = f(F) для каждого участка в отдельности (кривые 1-3 на рис. 54, г). Для построения этих кривых необходимо умножить координаты кривой намагничивания, изображенной на рис. 54, в, на сечения участков и абсциссы - на длины участков. Например, кривую 1, дающую зависимость Ф1 = f(F1), получим умножением ординат кривой на рис. 54, в на s1, и абсцисс на l1. Так как
Ф1 = Ф2 + Ф3 и F2 = F3 = F23,
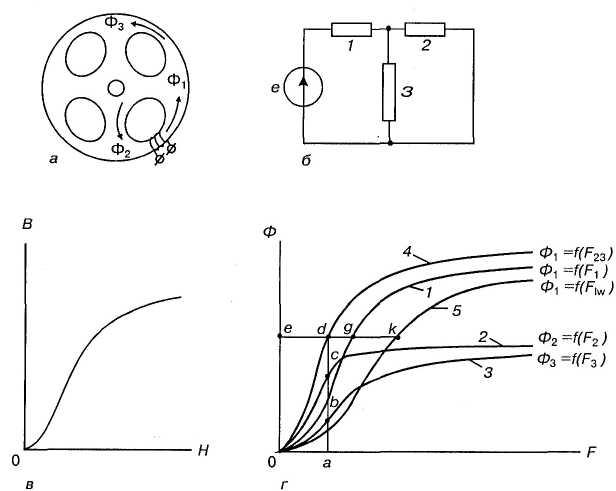
Рис. 54. К расчету намагничивания детали (а) со сложной геометрией; б — схема замещения; в — кривая намагничивания материала; г — кривые намагничивания отдельных частей одной и той же детали (а).
то,
складывая ординаты кривых 2
и
3
на
рис. 54, г, определяющие зависимости
![]()
![]()
![]() ,
получим кривую 4, дающую зависимость
,
получим кривую 4, дающую зависимость
![]() .
Например,
точка d
кривой
4
находится
из суммы: ad
= ab
+ ас.
.
Например,
точка d
кривой
4
находится
из суммы: ad
= ab
+ ас.
Полная
МДС iw
равна
сумме МДС F1,
и F23,
необходимых
для проведения потока
![]() через первый участок и через
параллельно соединенные второй и третий
участки:
через первый участок и через
параллельно соединенные второй и третий
участки:
iw = F1 + F23.
Поэтому, складывая абсциссы кривых 1 и 4, определяющих зависимости Ф1 = f(F1) и Ф1 = f(F23) получаем кривую 5, дающую связь Ф1 = f(iw). Например, точка k кривой 5 находится из суммы ek = ed + eg.
Видно, что метод расчета этой разветвленной магнитной цепи аналогичен методу расчета соответствующей, показанной на рис. 54, б электрической цепи. Учитывая потоки рассеяния, вносим поправки в значения магнитных потоков в различных сечениях каждого участка магнитной цепи. После этого требуется внести коррективы в значения потоков и МДС, чтобы удовлетворялись законы магнитной цепи. Новому распределению МДС будет соответствовать новая картина и новые значения потоков рассеяния. Продолжая действовать таким путем, можно приблизиться к истинной картине распределения потоков и МДС.