

Геометрические факторы, осложняющие анализ результатов контроля
Магнитопорошковый контроль осложняют все неоднородности детали, как магнитные, так и геометрические. Наиболее существенную магнитную неоднородность представляют сварные швы, выполненные ручной сваркой, так как неровности самого шва вуалируют результаты контроля.
При контроле сварных соединении следует помнить о наличии нескольких зон, сильно отличающихся по магнитным свойствам от основного металла (рис. 153). Собственно сварной шов 1 окружен зоной расплава 2; к которой примыкает зона термического влияния 3. Первые две зоны имеют достаточно четкие границы, и их магнитные свойства значительно отличаются от свойств основного металла 4. При осмотре деталей оседание порошка на границах этих зон легко отличить от оседания порошка па трещинах. Зона термического влияния плавно переходит в основной металл. Магнитные свойства этой зоны определяются влиянием температуры на магнитные свойства основного металла. Поэтому как размеры этой зоны, так и ее влияние в различных материалах могут быть разными.
В швах, выполненных электронно-лучевой сваркой, порошок оседает в зоне термического влияния и в зоне расплава. Но это оседание неплотно и его легко отличить от оседания в зоне непроплава. При наличии непроплава порошок в зоне расплава может не осесть. Сложности возникают и при контроле деталей, полученных литьем. Из-за сильной неровности поверхности, особенно при литье в формовочную смесь, на отдельных неровных участках образуются зоны локальной намагниченности, на которых происходит оседание порошка (рис. 153). Контролировать такие детали удается только с меньшей чувствительностью, при уменьшенной концентрации порошка в суспензии. При контроле литых деталей могут не обнаруживаться магнитным методом трещины, расположенные под очень малым углом к поверхности и почти параллельные ей. Такие дефекты, а также подповерхностные дефекты лучше выявляются в результате механической обработки, после которой ложных оседаний порошка на неровностях поверхности меньше.
Контроль очень крупных деталей сложной формы выполняется по участкам.
Сложнее контролировать мелкие детали с резкими изменениями сечения либо с острыми ребрами, такие как резьба, вершины зубьев шестерен и т.д. На вершинах зубьев наблюдается выход магнитных силовых линий за пределы детали (рис. 153), что затрудняет обнаружение дефектов в этой области. Рекомендуется такие детали намагничивать в импульсном поле. В этом случае из-за влияния вихревых токов намагничиванию подвергается только поверхностный слой детали и поля рассеяния уменьшаются. Трещины, идущие вдоль витка резьбы, вуалируются порошком, оседающим из-за полей рассеяния, поэтому чувствительность магнитопорошкового метода снижается и трещины, показанные на рис. 153, могут быть обнаружены лишь с пони-жершой чувствительностью, т.е. при меньшей концентрации порошка в суспензии.
При контроле пружин применяют как циркулярное, так и продольное намагничивание (рис. 153). Пропуская ток по пружине, можно выявить трещины, расположенные вдоль проволоки. Пропуская ток по стержню, проходящему по оси пружины, выявляют поперечные трещины.
Определенную специфику имеет контроль деталей переменного сечения, когда при продольном и циркулярном намагничивании напряженность магнитного поля на различных участках сечения различна. При циркулярном намагничивании легко определить, что чем больше диаметр участка детали, тем меньше напряженность магнитного поля. Для выбора оптимальных условий приходится намагничивать детали многократно и контролировать по участкам. Это нужно делать только в приложенном поле.
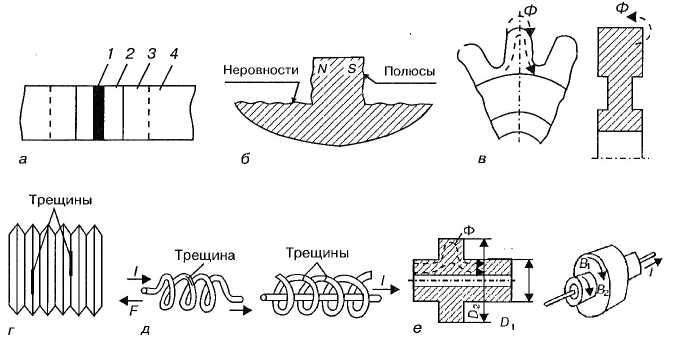
Рис. 153. Геометрические факторы и качество контроля: а — зоны сварного шва; б — возможные зоны локальной намагниченности; в — зубья шестерен; г — трудно обнаруживаемые трещины резьбы; д — трещины пружин; е — намагничивание деталей переменного сечения.
При реализации способа приложенного поля не допустимо выключать ток до того, как суспензия успеет стечь. Иначе получается контроль в остаточном поле с существенно меньшей напряженностью и меньшей чувствительностью. Другая возможная ошибка состоит в том, что детали осматривают без выключения намагничивающего тока. Это не приводит к пропуску дефектов, но и сохранение намагничивающего поля совершенно бесполезно.