

10.3. Компоновка токарных станков с чпу.
Современные станки средних размеров имеют, как правило, оригинальную компоновку, позволяющую повысить их жесткость, улучшить защиту направляющих и винтовых передач, обеспечить свободный отвод стружки и удаление ее из рабочей зоны, применять загрузочные устройства любых типов, обеспечить свободный доступ к инструменту и приспособлениям, повысить безопасность работы. В большинстве случаев станки с горизонтальной осью шпинделя имеют компоновки следующих типов: наклонную, вертикальную или угловую с задним по отношению к шпинделю расположением станины.
При наклонной компоновке (рис. 1.11) верхний 3 и нижний 7 суппорты перемещаются (координаты Z1 и Z2 по наклонным направляющим станины 8 (обычно с углом 60...75° к горизонтали). Револьверные головки 4 и 6 имеют поперечные перемещения Х1 и Х2 соответственно. На станине устанавливается шпиндельная бабка 2; двигатель главного движения 1 обычно располагается на плите или кронштейне, установленном на торце станины. При патронно-центровом варианте станок оснащается задней бабкой5, имеющей для перемещения индивидуальный привод или перемещаемой с помощью продольного суппорта.
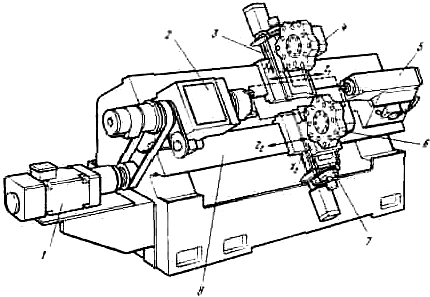
Рис. 39. Токарный станок с ЧПУ
 При
вертикальной компоновке станины зеркало
направляющих располагается подуглом
900к горизонтали. При угловой
компоновке (рис.39) и одном крестовом
суппорте на станине имеются верхние
горизонтальные направляющие2.
Для получения поперечной подачи
револьверной головки относительно
шпинделя1продольная каретка2снабжена направляющими3, расположенными
обычно под углом 30...45° к горизонтальной
плоскости.
При
вертикальной компоновке станины зеркало
направляющих располагается подуглом
900к горизонтали. При угловой
компоновке (рис.39) и одном крестовом
суппорте на станине имеются верхние
горизонтальные направляющие2.
Для получения поперечной подачи
револьверной головки относительно
шпинделя1продольная каретка2снабжена направляющими3, расположенными
обычно под углом 30...45° к горизонтальной
плоскости.
Рис.40. Угловая компоновка токарных станков с ЧПУ: а- с одним суппортом; б – с двумя суппортами
П
а
Токарные станки с ЧПУ с горизонтальной осью шпинделя имеют наклонную, вертикальную или угловую по отношению к шпинделю расположение станины. При наклонной компоновке направляющие нижнего и верхнего суппортов расположены под углом 60…75ок горизонту, при вертикальной – 90о. У станков угловой компоновки с одним суппортом имеются горизонтальные направляющие, с двумя суппортами – вертикальные и наклонные. Такая компоновка обеспечивает более высокую жесткость, защиту направляющих и винтов, свободный доступ при загрузке заготовок и смене инструмента, лучшее удаление стружки.
Двухшпиндельные токарные станки с ЧПУ, позволяющие вести либо параллельную обработку двух заготовок, либо полностью обрабатывать детали с двух сторон, оснащаются двумя крестовыми суппортами с независимыми приводами и выполняются обычно по двум основным схемам.
При параллельном расположении (рис. 40, а) шпинделей 2 и 3 (существуют компоновки и с вертикальной осью шпинделей), переустановка заготовок 1 осуществляется чаще всего специальным манипулятором 6, установленным на шпиндельном блоке 4. Суппорты с револьверными головками 5 и 7 получают перемещения в двух взаимно перпендикулярных направлениях (Z1 X1 и Z2, X2 - соответственно) по наклонным (горизонтальным) направляющим станины.
При противоположном (оппозитном) расположении (рис. 40,6) неподвижных шпиндельных бабок 2 и 4 и координатном перемещении крестовых суппортов с револьверными головками 3 и 5 переустановка обрабатываемых заготовок 1 обычно осуществляется манипуляторами или одной из револьверных головок.
В последнее время появились станки, в которых перемещения по координатам Z1 и Z2 осуществляют шпиндельные бабки, а суппорты имеют перемещения только по осям Х1 и Х2 соответственно. В этом случае переустановка заготовок при двухсторонней обработке осуществляется перемещением одной из шпиндельных бабок.
Для полной обработки деталей малых диаметров (особенно из прутка) применяется схема с дополнительным шпинделем 3, установленным в одном из гнезд верхней револьверной головки 2. Обработка заготовки 6 с противоположной стороны производится инструментом задней, обычно неперемещающейся револьверной головки 1. Как правило, станок оснащается и нижним крестовым суппортом 4 для обработки заготовки в основном шпинделе 5.