

11.3. Фрезерные станки с чпу.
Такие станки эффективнее традиционных с ручным управлением ввиду повышенной производительности (более чем в 3 раза) и возможности обработки без специальной дорогостоящей оснастки (шаблонов, фасонных фрез и т.п.). Фрезерные станки оснащают прямоугольными, контурными и универсальными УЧПУ. Первые применяют для обработки уступов, пазов и других плоскостей на разных уровнях. Контурное управление используют для обработки внутренних или наружных поверхностей сложной конфигурации, например дисковых кулачков. Важной характеристикой является число управляемых координат (от двух до пяти, но чаще 3), в том числе одновременно управляемых (обычно 2-3). Кроме прямолинейных перемещений может программироваться поворот головки с заготовкой или наклон оси фрезерного шпинделя. Дискретность задания перемещения по осям координат обычно 0,01 мм.
Программу вводят с перфолентой или через пульт (оперативная система).
Наиболее распространены следующие компоновки фрезерных станков с ЧПУ: вертикальные с крестовым столом, продольные с подвижной (а иногда неподвижной) поперечиной, широкоуниверсальные инструментальные.
11.4. Установка фрез на фрезерные станки.
Некоторые
фрезы крепят непосредственно на шпинделе
станка: крупные торцовые фрезы
привертывают к торцу шпинделя, фрезы с
коническим хвостовиком
вставляют в коническое отверстие. Для
насадных фрез используют оправки, фрезу
с цилиндрическим хвостовиком зажимают
в патроне, например, цанговом. В
простейшем случае ввертывают шомпол в
хвостовик фрезы или оправки ключом
за квадрат, выступающий с противоположной
стороны шпинделя, однако это неудобно.
Системы автоматической смены инструмента
требуют оснащения всего комплекта
оправок дополнительными деталями для
захвата их при зажиме. Чтобы
уменьшить время ручной установки
инструмента и облегчить ее, применяют
быстродействующие зажимные приспособления.
Пружина 6
(рис. 52, а) через
шомпол
4
втягивает
оправку 3
с фрезой 1
в шпиндель 5.
Для смены оправки в верхнюю
полость пневмоцилиндра 8
подается
сжатый воздух, поршень 9
через
стакан
7
сжимает
пружину 6
настолько,
чтобы фланец оправки, опустившись,
освободился
от контакта с торцовой шпонкой 2.
Тогда
можно легко и удобно свинтить оправку
с шомпола и навернуть другую. Вращающиеся
и невращающиеся части разделены
упорными подшипниками. Другой вариант
содержит пружину 5
(рис.
52,
б),
гидроцилиндр 7,
шариковое устройство 6,
заменяющее упорные подшипники,
и тягу 4
вместо
шомпола. Принцип действия аналогичен
предыдущему варианту,
но для разъединения оправки 2
(с фрезой 1)
и тяги 4
достаточно
поворота ее на
90°. Тогда Т-образный конец тяги пройдет
через паз детали
3,
ввернутой в оправку.
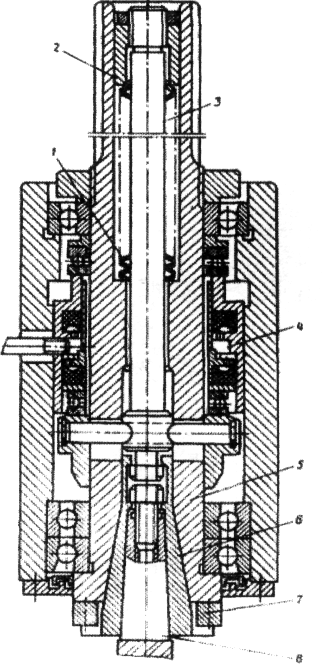
На (рис.
52, в) показан
еще один из вариантов механизма зажима
инструмента в шпинделе фрезерного
станка с ЧПУ.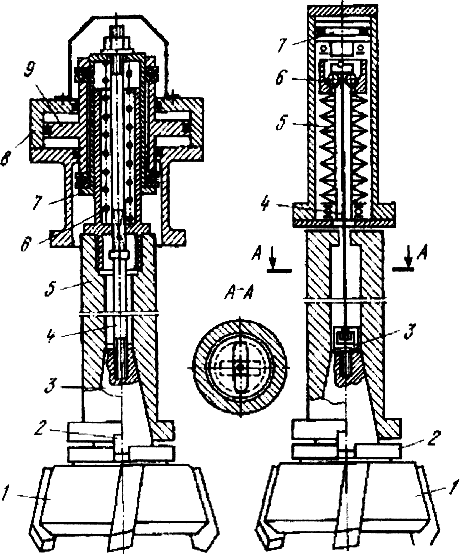
 в)
в)
а б)
Рис. 52. Приспособления для механизированного закрепления фрез в шпинделе
а) - с навертыванием хвостовика на тягу; б) - с поворотом хвостовика на 90°; в)- механизм зажима инструмента в шпинделе фрезерного станка с ЧПУ: 1 - пакет тарельчатых пружин; 2 - гайка; 3 - тяга; 4 - гидроцилиндр; 5 - шпиндель; 6 -переходная втулка; 7 - торцовые шпонки (сухари); 8 - инструмент
Заготовки устанавливают и закрепляют с помощью прихватов, подставок, угловых плит, призм, тисков, дополнительных столов и других приспособлений. Тиски и столы могут быть неповоротными и поворотными вокруг вертикальной оси. С помощью универсальных тисков возможен поворот вокруг двух перпендикулярных осей.