10.7.2. Токарные многошпиндельные автоматы и полуавтоматы.
Отличительной особенностью многошпиндельных автоматов и полуавтоматов является наличие нескольких одновременно работающих шпинделей.
Горизонтальные многошпиндельные полуавтоматы предназначены для изготовления деталей из прутковых и штучных (литых или штампованных) заготовок. Главное отличие этих полуавтоматов состоит в том, что установку в патрон штучных заготовок производят вручную. Поэтому шпиндель, попадающий в загрузочную позицию, останавливается для снятия готовой детали и установки новой заготовки, в то время как все остальные шпиндели продолжают вращаться, производя обработку деталей. По окончании загрузочной операции шпиндель начинает вращаться, и после поворота блока, заготовка, попадая в очередную позицию, обрабатывается.
В загрузочной позиции имеются устройства для включения и выключения вращения шпинделя и зажима заготовки в патроне. В остальном, устройство горизонтальных многошпиндельных полуавтоматов не отличается от устройства автоматов. На этих полуавтоматах можно обрабатывать заготовки диаметром до 250 мм.
Основным узлом автомата является шпиндельный барабан 1(рис.48, а), в котором расположены шпиндели2с заготовками3. Шпиндельный блок периодически поворачивается, и шпиндели занимают новое положение. Каждому положению шпинделя присваивают наименование: позицияI, позицияIIи т. д. В каждой позиции выполняется определенная операция. Против каждого шпинделя в суппорте установлен режущий инструмент, производящий определенную для данной позиции операцию.
Допустим, что нам необходимо изготовить деталь, показанную на рис. 48, б. В позиции1пруток подается до упора и зажимается, а затем резцом поперечного суппорта прорезается канавка.
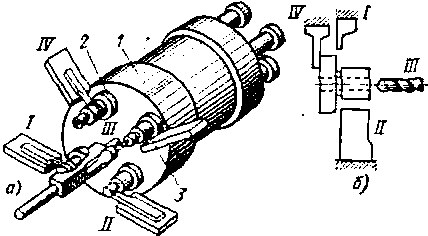
Рис.48. Схема обработки детали на многошпиндельном автомате
После поворота блока заготовка займет позицию II, где резцом второго поперечного суппорта обрабатывается наружная поверхность. Блок снова поворачивается, и деталь оказывается в позицииIII, где сверлом, установленным в продольном суппорте, сверлится отверстие. В позицииIVотрезается готовая деталь. К таким станкам, например, относится шестишпиндельный токарный автомат мод. 1Б240-6К
10.7.3 Многорезцовые токарные полуавтоматы.
Н Рис.49.
Схема работы многорезцового полуавтомата