

16.3. Внутришлифовальные станки.
Внутришлифовальные станки предназначены для шлифования отверстий цилиндрической и конической формы методами продольной и поперечной подачи. Эти станки, как правило, снабжены специальным торцешлифовальным устройством для обработки торцов.
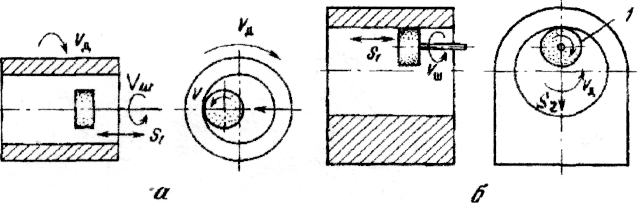
Главным движением является вращение шлифовального круга Vш (рис.77), круговая подача Vд обеспечивается либо вращением заготовки (рис.77, а), либо планетарным вращением шлифовального шпинделя (рис.77, б). Продольная S1 и поперечная подачи S2 обеспечиваются перемещением шлифовального шпинделя или бабки изделия. Станки этой группы могут быть патронными или бесцентровыми. В первом случае заготовка базируется в патронах различных конструкций, во втором - на роликах или башмаках. Основной размерной характеристикой станков является наибольший диаметр обрабатываемой заготовки. Большие внутришлифовальные станки шлифуют отверстия диаметром и глубиной до 1,2 м. Скорость резания обычными кругами ограничена 35 м/с. При снабжении станков защитными устройствами, охватывающими всю рабочую зону, используются круги с окружной скоростью вращения 60 м/с. Окружная скорость вращения заготовки при этом составляет 60 м/мин, а величина продольной подачи - 0,5-6 м/мин при черновой обработке и 0,25-3 м/мин при чистовой. Мощность привода главного движения станков средних размеров составляет 7,5-15 кВт, а карусельно-шлифовальных до 30 кВт. При обработке на станках погрешность диаметра достигается в пределах 0,5... 1 мкм, а отклонение от круглости не превышает 1...2мкм.
Для повышения качества обрабатываемой поверхности кругу сообщают небольшое осциллирующее движение. Станки для шлифования колец подшипников качения имеют механические осцилляторы, обеспечивающие 400-800 дв. ходов в минуту.
По компоновке и расположению шпинделя различают горизонтальные и вертикальные (рис.78), а по характеру круговой подачи - обычные и планетарные внутришлифовальные станки.
Внутришлифовальные станки с планетарным движением шпинделя используются, если обрабатываемая заготовка имеет большие размеры, отверстия расположены в тяжелых заготовках и с несимметричной формой, или, когда заготовке невозможно сообщить вращательное движение круговой подачи.
Круговая подача в этих станках создается вращением оси круга относительно оси обрабатываемого отверстия по окружности. Продольная подача получается за счет возвратно-поступательного движения либо круга, либо стола с заготовкой. Поперечная подача осуществляется периодическим радиальным перемещением оси шлифовального круга таким образом, что после каждого двойного хода радиус окружности, описываемой шлифовальным шпинделем вокруг оси обрабатываемого отверстия, увеличивается.
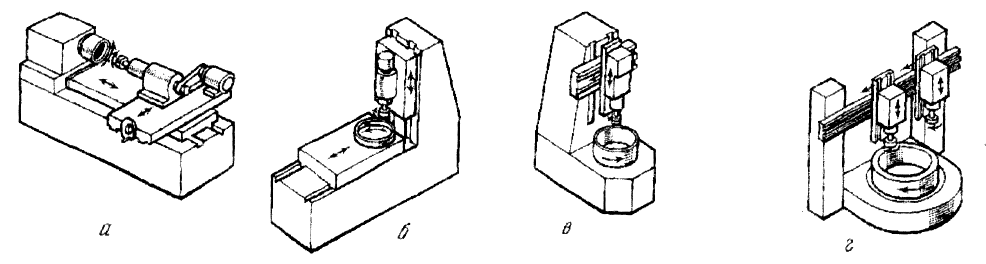
Рис.78. Компоновки внутришлифовальных станков
16.4. Плоскошлифовальные станки.
Плоскошлифовальные станки предназначены для шлифования плоских поверхностей деталей периферией или торцом шлифовального круга. Они имеют прямоугольные или круглые столы.
в г д
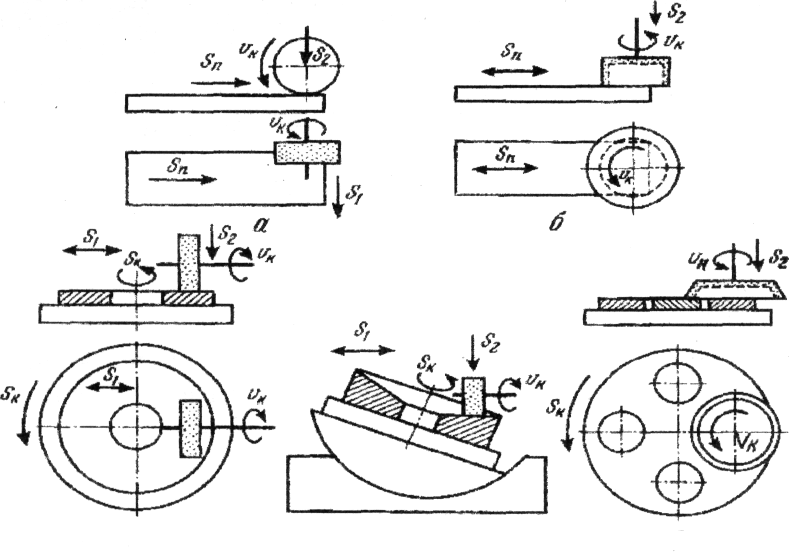
Рис. 79. Схемы основных движений в плоскошлифовальных станинах:
а - шлифование периферией круга на прямоугольном столе; б - шлифование торцом круга на прямоугольном столе; в -шлифование периферией круга на . круглом столе; г -шлифование на глобусном столе; д - шлифование торцом круга на круглом столе; Vк -главное движение вращения круга; Sn , Sk - движение продольной или круговой подачи заготовки; S1 , S2 - поперечное и вертикальное движение подачи.
Различают следующие распространенные схемы плоского шлифования (рис.79) (плоско-, продольно-шлифовальные станки для обработки плоских поверхностей):
периферией круга с заготовкой, закрепленной на прямоугольном (рис. 79, а) или круглом (рис. 79, в) столе.
торцом круга с заготовкой, закрепленной на прямоугольном (рис. 79, б), круглом (рис. 79, д) или глобусном (рис. 79, г) столах, а также обработка между торцами двух кругов (торцешлифовальные станки).
Общие виды плоскошлифовальных станков показаны на рис. 80. Важными узлами плоскошлифовального станка являются опоры шпинделя.
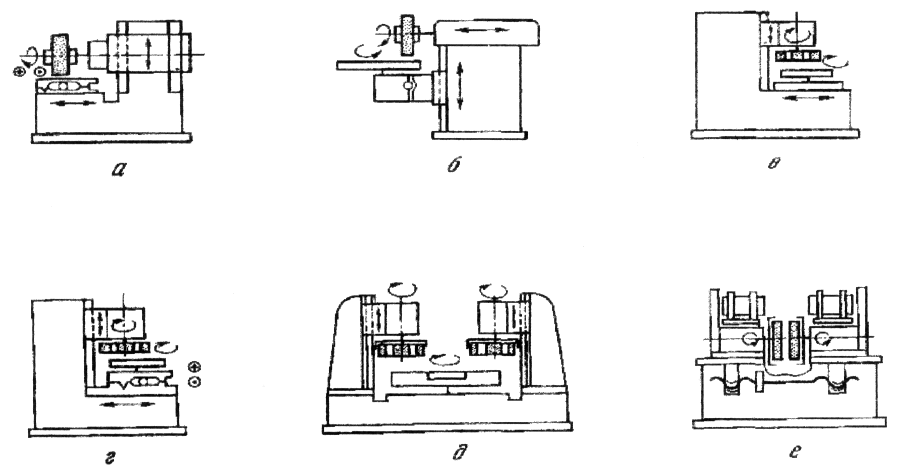
Рис. 80. Компоновки плоскошлифовальных станков (с обозначением их движений): с горизонтальными шпинделями, работающими периферией шлифовального круга с прямоугольным (а) и круглым (б) столом; с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга с прямоугольным (в) и круглым (г) столом; двухшпиндельные станки, работающие торцом шлифовального круга с двумя вертикальными (д) и двумя горизонтальными (е) шпинделями.