

12.4.2. Координатно-расточные станки.
Координатно-расточные станки используются в основном при обработке деталей, к поверхностям которых предъявляются высокие требования по точности. На станках можно сверлить и растачивать отверстия (в том числе осуществлять тонкое растачивание), зенкеровать, производить чистовое фрезерование плоскостей и фрезеровать канавки, нарезать резьбу метчиком. С помощью наклонно-поворотного стола возможна обработка отверстий, расположенных под углом к базовым поверхностям.
Станки можно использовать и в качестве измерительных машин для контроля линейных размеров по трем осям, угловых размеров межцентровых расстояний. Можно осуществлять точную маркировку в виде кернения, а также производить деление и разметку на металлических поверхностях. Координатно-расточные станки предназначены для обработки отверстий в кондукторах, приспособлениях и деталях, для которых требуется высокая точность взаимного расположения отверстий. Наряду с растачиванием на станках могут выполняться сверлильные операции, чистовое фрезерование, разметка и проверка линейных размеров, в частности межцентровых расстояний. Применяя поставляемые со станком поворотные столы и другие принадлежности, можно, кроме того, обрабатывать отверстия, заданные в полярной системе координат, наклонные и взаимно перпендикулярные отверстия и протачивать торцовые поверхности.
Например, координатно-расточный станок мод. 2Д450 оборудован оптическими устройствами, позволяющими отсчитывать целую и дробную части координатного размера. Станок может использоваться как в инструментальных, так и в производственных цехах для точной обработки деталей без специальной оснастки. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат до 0,004 мм и в полярной системе — 5΄΄. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, составляет 0,006 мм.
Компоновка координатно-расточных станков
С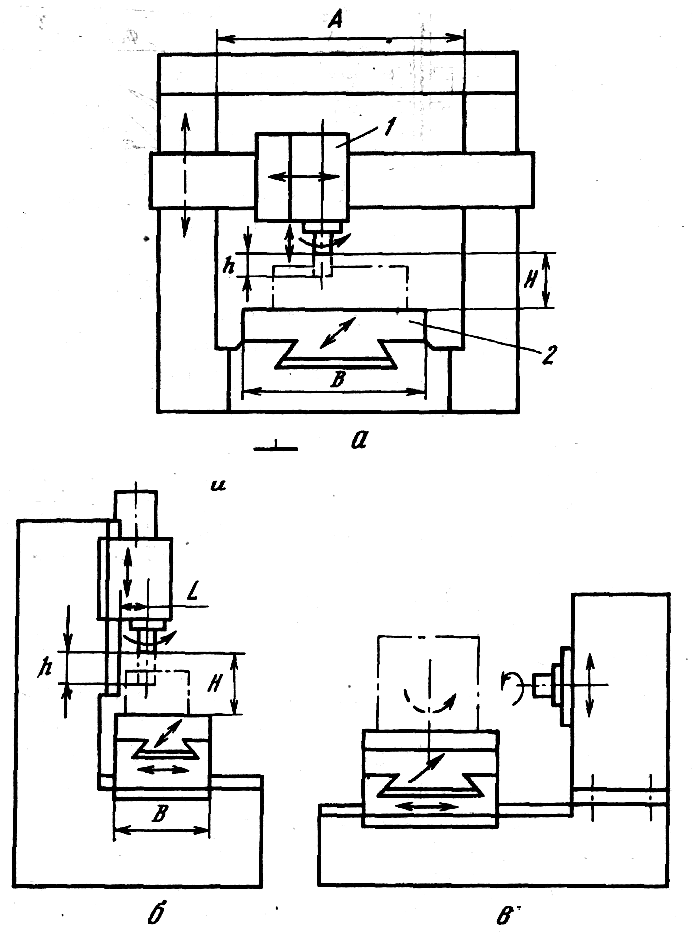 танки
подразделяются на двухстоечные с
вертикальной осью шпинделя (рис.
63, а) и одностоечные
с вертикальной (рис.
63, б) или горизонтальной
(рис. 63, в)
осью шпинделя. Двухстоечные станки
могут изготавливаться с одной или двумя
шпиндельными бабками. Преимущество
двухстоечной компоновки состоит в том,
что благодаря симметричной конструкции
тепловые деформации меньше сказываются
на точности. Кроме того, погрешность
положения по каждой оси (перемещение
стола 2
или шпиндельной бабки 1)
не зависит от погрешности перемещений
по другим осям. Одностоечная компоновка
(рис. 63, б)
обеспечивает хороший доступ к заготовке.
В ней имеет место взаимное влияние
перемещений столов на точность по каждой
координате. Вследствие вылета шпиндельной
головки температурные деформации выше
в 2-3 раза, чем в двухстоечных станках.
Компоновка координатно-расточных
станков с горизонтальной осью (рис.
63, в) имеет более
широкие технологические возможности
и позволяет обрабатывать заготовки
большой высоты, однако достижение
высокой точности значительно сложнее.
танки
подразделяются на двухстоечные с
вертикальной осью шпинделя (рис.
63, а) и одностоечные
с вертикальной (рис.
63, б) или горизонтальной
(рис. 63, в)
осью шпинделя. Двухстоечные станки
могут изготавливаться с одной или двумя
шпиндельными бабками. Преимущество
двухстоечной компоновки состоит в том,
что благодаря симметричной конструкции
тепловые деформации меньше сказываются
на точности. Кроме того, погрешность
положения по каждой оси (перемещение
стола 2
или шпиндельной бабки 1)
не зависит от погрешности перемещений
по другим осям. Одностоечная компоновка
(рис. 63, б)
обеспечивает хороший доступ к заготовке.
В ней имеет место взаимное влияние
перемещений столов на точность по каждой
координате. Вследствие вылета шпиндельной
головки температурные деформации выше
в 2-3 раза, чем в двухстоечных станках.
Компоновка координатно-расточных
станков с горизонтальной осью (рис.
63, в) имеет более
широкие технологические возможности
и позволяет обрабатывать заготовки
большой высоты, однако достижение
высокой точности значительно сложнее.
С
Рис. 63. Компоновки координатно-расточных
станков.