

15.2. Резьбофрезерные станки.
С уществуют
два основных типа резьбофрезерных
станков; они характеризуются методом
работы, видом применяемых фрез и
назначением.
уществуют
два основных типа резьбофрезерных
станков; они характеризуются методом
работы, видом применяемых фрез и
назначением.

Рис.72. Схема фрезерования длинной (а) и
короткой (б) резьбы
Станки второго типа применяются для нарезания коротких резьб треугольного профиля с малым шагом гребенчатыми (групповыми) резьбовыми фрезами с кольцевыми витками (рис.72, б). Шаг витков такой фрезы должен быть равен шагу tp нарезаемой резьбы.
В станках первого типа фрезе сообщается вращательное главное движение V (рис.72, а) и продольная подача s2 мм/об, причем численно s2 = tp, а заготовке сообщается круговая подача s1. Движение s3 служит для врезания фрезы в заготовку.
Станки могут выполнять следующие виды работ: а) нарезать резьбу дисковыми резьбовыми фрезами; б) фрезеровать винтовые канавки дисковыми фрезами; в) фрезеровать прямые канавки дисковыми фрезами; г) нарезать зубчатые колеса и шлицевые валики червячными фрезами методом обкатки.
16. Шлифовальные и доводочные станки, их типы, назначение.
Шлифовальные станки - оборудование, использующее в качестве режущего инструмента абразивный или алмазный круг, установленный на шпиндель станка. Применение этих станков определяется высокими требованиями к качеству поверхности, точности размеров, формы и положения обрабатываемых поверхностей и возможностью обработки труднообрабатываемых материалов. На шлифовальные станки, как правило, поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требований к шероховатости и точности обработки.
Вид и конструкция шлифовального станка определяется схемой шлифования, учитывающей форму обрабатываемой поверхности (см. табл. 3) и ее расположение относительно рабочей поверхности шлифовального круга (станки для шлифования периферией или торцом круга) при обработке, а также направлением движения подачи (продольно-шлифовальные и врезные шлифовальные станки), положением главного шпинделя (станки с горизонтальным или вертикальным шпинделями) и способу установки заготовки (центровые, патронные и бесцентровые станки).
Таблица 3. Классификация шлифовальных станков по форме обрабатываемой поверхности
|
Обрабатываемая поверхность |
Шлифовальные станки |
|
Плоская |
плоскошлифовальные, торцешлифовальные, продольно - шлифовальные |
|
Цилиндрическая |
круглошлифовальные (центровые), |
|
бесцентровошлифовальные | |
|
Винтовая |
резьбошлифовальные |
|
Обкатная (эвольвентная) |
зубошлифовальные |
|
Фасонная |
профилешлифовальные |
16.1. Круглошлифовальные станки.
Круглошлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной. Для станков общего назначения наибольший диаметр устанавливаемой детали 100— 1600 мм, а наибольшая ее длина 150—12500 мм.
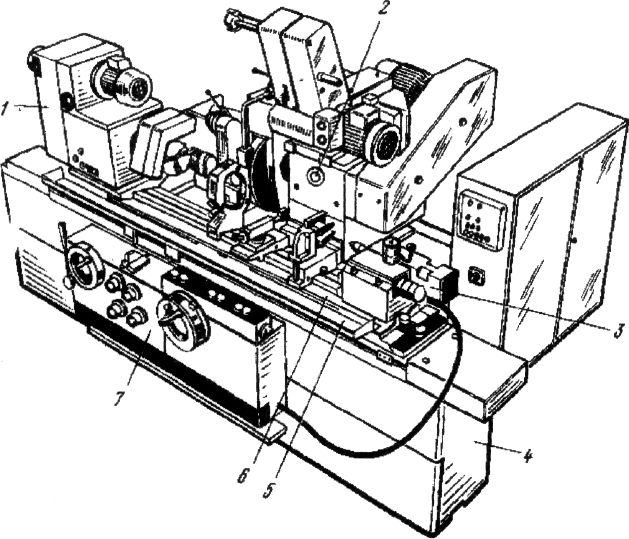
Рис.73. Основные унифицированные узлы
круглошлифовального станка
1 -
передняя
бабка; 2
-шлифовальная
бабка, 3-задняя
бабка; 4 - станина,
5 -
салазки; 6
- стол;
7
- пульт управления.
В станке механизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки, подача круга на врезание после каждого одинарного или двойного хода стола, включение и остановка вращения шпинделя бабки изделия, а также включение и выключение подачи охлаждающей жидкости. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянна.
На станке можно производить как врезное, так и продольное шлифование в полуавтоматическом цикле до жесткого упора или с применением прибора активного контроля (например, типа БВ-1096). В последнем случае циклом шлифования управляют конечные выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в процессе шлифования измерять диаметр обрабатываемой детали. Это сокращает время обработки, так как нет необходимости останавливать станок для измерения, а также исключает возможность брака. При обработке конических поверхностей плиту стола поворачивают вокруг вертикальной оси на угол, соответствующий конусности детали (обычно до 10°).
Круговая подача — вращение обрабатываемой детали производится от электродвигателя постоянного тока с бесступенчатым регулированием частоты вращения через ременную передачу. Деталь вращается в неподвижных центрах, в результате чего повышается точность ее обработки.
Гидравлическое оборудование станка осуществляет следующие функции: возвратно-поступательное движение стола; подвод и отвод шлифовальной бабки; включение механизма ручного перемещения стола; автоматическую периодическую подачу на врезание шлифовальной бабки через храповой механизм; автоматические врезные и периодические подачи; смазку направляющих.