

4. Методы формообразования поверхностей.
Подавляющее большинство деталей машин можно представить как совокупность геометрических тел, образованных элементарными поверхностями: плоскостью, окружностью, сферой и т.д. Поверхности, получаемые при обработке на станках, делятся на следующие виды: плоские (плоскости), поверхности вращения (цилиндр, конус, сфера), винтовые (витки резьб, червяков), линейчатые (поверхность дисковых кулачков, зубья прямозубых цилиндрических колес) и пространственные контурно-сложные (штампы, турбинные лопатки). Многие геометрические поверхности можно получить перемещением образующей линии по направляющей линии. Для образования плоскости необходимо образующую прямую линию перемещать по прямой направляющей линии. Поверхности вращения получаются перемещением прямой образующей линии по направляющей - окружности. Винтовые поверхности могут быть получены движением образующей линии по винтовой направляющей линии. При этом образующая линия равномерно вращается и одновременно перемещается в осевом направлении (1оборот 1 шаг). Для получения контурно-сложных линейчатых поверхностей прямолинейную образующую перемещают по криволинейной направляющей. Профиль направляющей задается или математическим уравнением, или координатами опорных точек. Аналогично задаются и пространственно-сложные поверхности.
Существуют 4 метода получения образующих линий: копирования, обката, следа и касания (рис.1).
Метод копированияоснован на том, что режущая кромка инструмента по форме совпадает с производящей линией. Например, при получении цилиндрической поверхности (рис.1, а) образующая линия1воспроизводится копированием прямолинейной кромки инструмента, а направляющая линия2 —вращением заготовки. Здесь необходимо одно формообразующее движение - вращение заготовки. Для снятия припуска и получения детали заданных размеров необходимо поперечное перемещение резца, но это движение (установочное) не является формообразующим.
На рис.1, бпоказан пример обработки зубьев цилиндрического колеса. Контур режущей кромки фрезы совпадает с профилем впадин и воспроизводит образующую линию. Направляющая линия получается при прямолинейном движении заготовки вдоль своей оси. Здесь необходимы два формообразующих движения: вращение фрезы и прямолинейное перемещение заготовки. Кроме того, для обработки последующих впадин заготовка должна периодически поворачиваться на угол, соответствующий шагу зацепления. Такое движение называют делительным.
Метод огибания (обката)основан на том, что образующая линия возникает в форме огибающей ряда положений режущей кромки инструмента в результате его движений относительно заготовки.
д) е) г)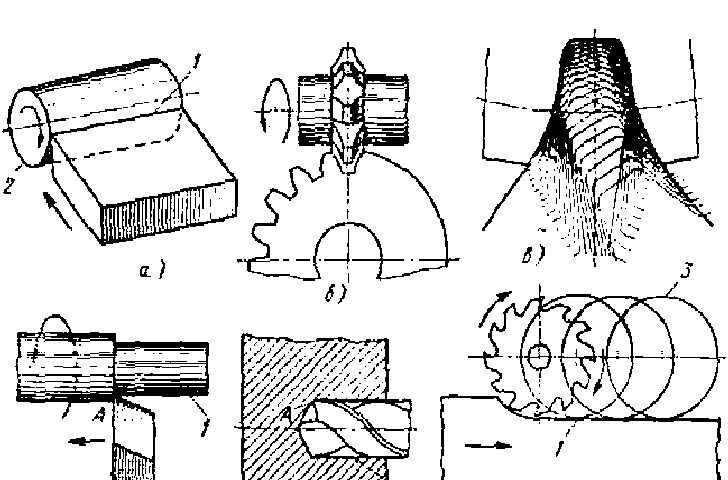


Рис.1. Методы воспроизводства образующих линий
Режущая кромка отличается по форме от образующей линии и при различных положениях инструмента является касательной к ней. На рис.1, впоказана схема обработки зубьев цилиндрического колеса по методу огибания.
Режущая кромка инструмента имеет форму зуба зубчатой рейки. Если заготовке сообщить вращение и согласованное с ним прямолинейное перемещение рейки вдоль ее оси, то режущий контур инструмента в своем движении относительно заготовки будет иметь множество положений. Их огибающей явится образующая зуба колеса. Направляющая линия по предыдущему образуется в результате прямолинейного перемещения инструмента или заготовки вдоль оси колеса. Для рассматриваемого случая требуются три формообразующих движения: вращение заготовки, перемещение инструмента вдоль своей оси, перемещение инструмента или заготовки вдоль оси зубчатого колеса.
Метод следасостоит в том, что образующая линия получается как след движения точки — вершины режущего инструмента. Например, при точении образующая1(рис. 1, г) возникает как след точкиА— вершины резца, а при сверлении (рис. 1, д) —как след сверла. Инструмент и заготовка перемещаются относительно друг друга таким образом, что вершина Арежущего инструмента все время касается образующей линии1. В первом случае (рис. 1, г) направляющая линия получается в результате вращения заготовки, во втором случае (рис. 1, д)—при вращении сверла или заготовки. В обоих случаях требуются два формообразующих движения.
Метод касанияоснован на том, что образующая линия1является касательной к ряду геометрических вспомогательных линий3, образованных реальной точкой движущейся режущей кромки инструмента (рис. 1, е).
Итак, образование различных поверхностей сводится к установлению таких формообразующих движений заготовки и инструмента, которые воспроизводят образующие и направляющие линии.