

11.5. Вертикально-фрезерные станки с крестовым столом.
Эта станки характеризуются вертикальным расположением шпинделя, расположенного в поворотной шпиндельной бабке 1, и наличием стола 2, перемещающегося в продольном и поперечном направлениях в горизонтальной плоскости (рис.53). У вертикальных бесконсольных фрезерных станков стол расположен на поперечных салазках 3, перемещающихся по направляющим неподвижной станины 4. Шпиндельная бабка 1 имеет вертикальное перемещение по направляющим стойки 5, а сама шпиндельная головка имеет возможность поворачиваться вокруг горизонтальной оси для фрезерования поверхностей, расположенных под углом к оси шпинделя. Управление станком осуществляется с дистанционного пульта 6. На этих станках можно обрабатывать большие и тяжелые заготовки в условиях единичного и серийного производства.
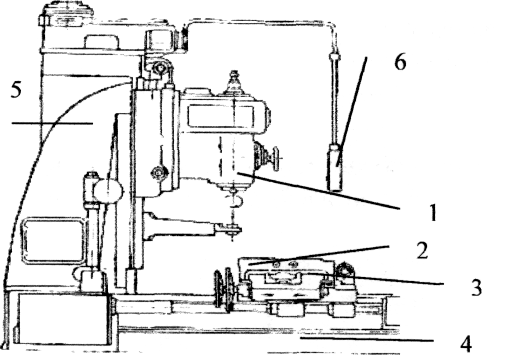
Рис.53. Компоновка вертикального фрезерного станка с крестовым столом
Фрезерование производится главным образом торцовыми головками, а также торцовыми, цилиндрическими и фасонными фрезами.
Ульяновский завод тяжелых станков выпускает следующие модели бесконсольных станков: 654, 656 и 659 с шириной стола 630, 800 и 1000 мм. На базе этих моделей имеется ряд модификаций: с комбинированным (встроенным круглым) столом и с поворотной шпиндельной головкой.
Продольные и поперечные подачи стола осуществляются отдельными электродвигателями постоянного тока с бесступенчатым регулированием чисел оборотов. Бесступенчатое регулирование подачи в широком диапазоне позволяет производить выбор оптимальной минутной подачи при фрезеровании.
Вертикально-фрезерные станки имеют обычно прямоугольный стол; значительно реже применяются в производстве вертикально-фрезерные станки с круглым вращающимся столом — так называемые карусельно-фрезерные станки. Вертикально-фрезерные станки применяются главным образом для обработки плоскостей торцовыми фрезами.
11.6. Продольно - фрезерные станки.
В
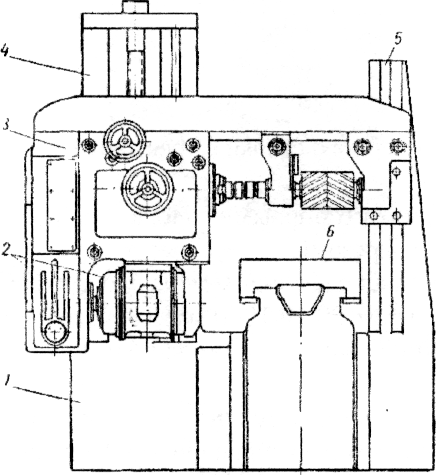
Рис.
54. Продольно-фрезерный станок
с одним горизонтальным шпинделем.
Продольно-фрезерные станки работают как цилиндрическими, так и торцовыми фрезами и используются для обработки горизонтальных и вертикальных плоскостей разнообразных деталей, главным образом в серийном и массовом производстве.
Основными узлами показанного на рис.54 продольно-фрезерного станка малого размера являются: станина 1, рабочий стол 6, передняя стойка 4, задняя (люнетная) стойка 5, шпиндельная бабка 3, привод шпинделя 2 и привод подачи (привод стола).
Станки этого типа применяются главным образом для обработки цилиндрическими, фасонными и наборными фрезами горизонтальных плоскостей и линейчатых фасонных поверхностей. Для одновременной обработки двух противоположных вертикальных плоскостей (торцовыми фрезами) применяют двусторонние продольно-фрезерные станки с двумя горизонтальными шпинделями. Такой станок имеет две рабочие стойки 2 и 4, связанные поперечной балкой 3. По направляющим стоек перемещаются в вертикальном направлении шпиндельные бабки 1 и 5. Каждая бабка приводится от отдельного двигателя. Шпиндели бабок имеют осевое ручное перемещение, используемое в качестве установочного.