

13. Долбежные станки.
Д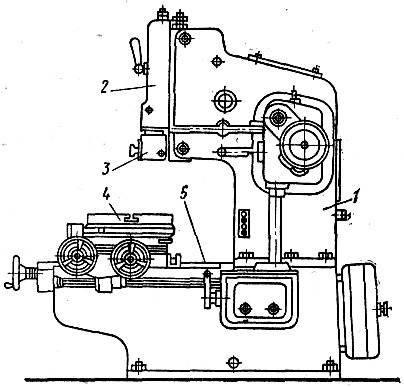 олбежные
станки выпускаются с наибольшим ходом
ползуна 100—1600
мм, с диаметром стола 240—1600 мм. Движение
ползуна осуществляется механическим
и гидравлическим приводами. Механический
привод осуществляется
при помощи вращательной кулисы, приводимой
в движение в большинстве
случаев от многоскоростных электродвигателей.
олбежные
станки выпускаются с наибольшим ходом
ползуна 100—1600
мм, с диаметром стола 240—1600 мм. Движение
ползуна осуществляется механическим
и гидравлическим приводами. Механический
привод осуществляется
при помощи вращательной кулисы, приводимой
в движение в большинстве
случаев от многоскоростных электродвигателей.
Рис.65. Долбежный станок 7А420
Общий вид долбежного станка 7А420 приведен на рис.65. В станине 1 расположены все механизмы станка. В ее вертикальных направляющих движется ползун 2, совершающий вниз рабочий ход и вверх холостой ход. В резцедержателе 3 зажат резец. Деталь устанавливают на столе 4, перемещающемся в направляющих 5. Стол, кроме того, может вращаться. В некоторых конструкциях предусмотрена возможность обработки плоскости под углом 60° к вертикали путем установки ползуна.
Главным движением долбежного станка является вертикальное возвратно-поступательное движение долбяка (ползуна), несущего резец. В современных долбежных станках движение сообщается долбяку посредством механического или гидравлического привода. В станках с механическим приводом долбяк получает возвратно-поступательное движение при помощи вращающейся кулисы. Основным размером, характеризующим долбежный станок, является наибольшая длина хода долбяка, которая в долбежных станках общего назначения колеблется в пределах до 200 мм. При такой длине хода долбяка применение качающейся кулисы нерационально, так как в данном случае отношение Vx : Vp приближается к единице. Поэтому в долбежных станках применяется механизм вращающейся кулисы, в котором отношение Vx :Vp — величина постоянная и не зависит от хода долбяка.
14. Протяжные станки.
Протягивание является одним из наиболее производительных методов обработки, успешно конкурирующим с такими методами как фрезерование, долбление, строгание, зенкерование, развертывание, точение и растачивание. Отличительными особенностями процесса протягивание является обработка многолезвийным режущим инструментом (рис. 66), совмещение чернового и чистового резания, отсутствие подачи как отдельного движения механизмов станка (подача заложена в конструкцию протяжки в виде подачи на зуб). Преимущество протягивания перед другими способами механической обработки заключается в том, что протягивание обеспечивает высокую точность и качество обрабатываемой поверхности, а также высокую производительность. Протяжные старки требуют, небольшой производственной площади, просты в конструкции и обслуживании, легко поддаются автоматизации и встройке в автоматические линии. Основным недостатком протягивания является высокая стоимость и сложность изготовления инструмента - протяжек, обладающих к тому же невысокой стойкостью. Наибольшее распространение протяжные станки получили в автотракторном, сельскохозяйственном, транспортном, энергетическом и подъемно-транспортном машиностроении.
Разработка и производство протяжных станков развивается по двум основным направлениям: создание универсальных станков с широкими технологическими возможностями для мелкосерийного и индивидуального производства; создание специальных станков, автоматов и полуавтоматов с механизированными и автоматическими наладками для крупносерийного производства.
По компоновочному решению протяжные станки делятся на горизонтальные и вертикальные, по назначению - для внутреннего и наружного протягивания. Среди станков для наружного протягивания как отдельную группу можно выделить протяжные станки непрерывного действия, компоновка которых имеет самые различные варианты.
Основные параметры протяжных станков имеют следующие диапазоны: тяговое усилие 10-2000 кН; длина рабочего хода 630-6000 мм; наибольшая длина инструмента 400-11000 мм; скорость резания 1-50 м/мин и более; производительность 50-400 шт/час на станках возвратно-поступательного действия и до 3000 шт/час на станках непрерывного действия.
Большинство протяжных станков имеют нормальную точность, что позволяет получать отверстия и размеры протянутых поверхностей по 7-9-му квалитету.
П
Рис.66.
Схема протяжной операции
 Последний
состоит из корпуса 2
и сменной втулки 5,
с внутренним диаметром, соответствующим
диаметру хвостовика. Протяжку закрепляют
с помощью клина 4,
фиксируемого поперечным
штифтом 3. Хвостовик
патрона ввернут в муфту 1
штока силового цилиндра
протяжного станка. Заготовка 11
левым торцом упирается
во втулку 10. Последняя
вставлена в подвижную опору 9
приспособления
и прижимается к ней с помощью сильной
пружины. Когда шток
силового цилиндра вместе с патроном и
протяжкой перемещается влево при
неподвижном суппорте, происходит
обработка отверстия. Форма его может
быть самой разнообразной (чаще всего
круглой, в виде шпоночного паза, шлицевой).
Последний
состоит из корпуса 2
и сменной втулки 5,
с внутренним диаметром, соответствующим
диаметру хвостовика. Протяжку закрепляют
с помощью клина 4,
фиксируемого поперечным
штифтом 3. Хвостовик
патрона ввернут в муфту 1
штока силового цилиндра
протяжного станка. Заготовка 11
левым торцом упирается
во втулку 10. Последняя
вставлена в подвижную опору 9
приспособления
и прижимается к ней с помощью сильной
пружины. Когда шток
силового цилиндра вместе с патроном и
протяжкой перемещается влево при
неподвижном суппорте, происходит
обработка отверстия. Форма его может
быть самой разнообразной (чаще всего
круглой, в виде шпоночного паза, шлицевой).
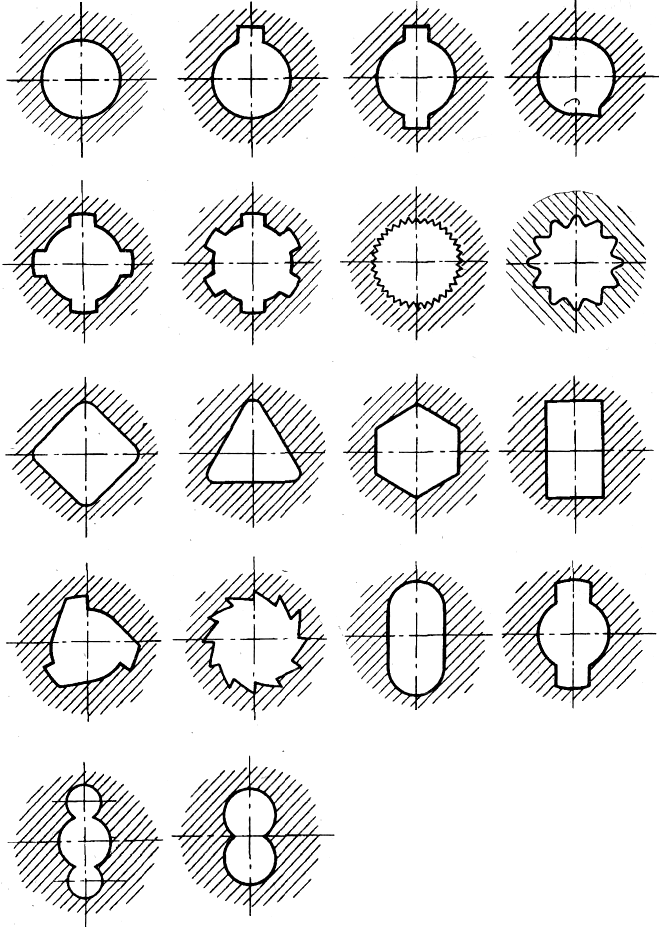
Рис. 67. Поверхности, обрабатываемые протягиванием.
Общий вид горизонтально-протяжного станка мод. 7Б510 показан на рис. 68. В полой части станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода. Слева расположен силовой цилиндр 2. Шток его поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для закрепления протяжки 3, правый конец которой поддерживается люнетом 4.
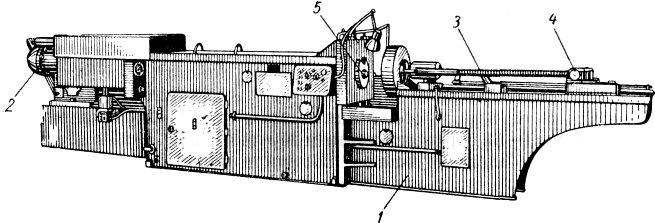
Рис.68. Горизонтально-протяжной станок
Приспособление для установки заготовки и сама деталь упираются в неподвижный корпус 5 станины.
Станок работает по полному и неполному циклам.
При полном цикле осуществляется: подвод протяжки; замедленный ход, рабочий ход, замедленный ход при работе калибрующих зубьев, ускоренный обратный ход и отвод протяжки.При неполном цикле — замедленный ход, рабочий ход, замедленный ход и останов.Перечисленные движения в станке осуществляются гидроприводом.