

10.7. Токарные автоматы и полуавтоматы, их классификация.
Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовок, включая загрузку и выдачу обработанной детали. Обслуживание автомата сводится к периодической наладке, подаче материала на станок и контролю обрабатываемых деталей.
Полуавтоматом называется автоматический станок, в котором часть движений неавтоматизирована. В большинстве случаев - это движения, связанные с загрузкой и снятием заготовок.
Токарные автоматы и полуавтоматы применяют для обработки деталей сложной конфигурации с помощью большого количества инструментов. Они подразделяются: по назначению — на универсальные и специализированные; по виду заготовки—на прутковые и патронные; по количеству шпинделей—на одношпиндельные и многошпиндельные; по расположению шпинделей — на горизонтальные и вертикальные. Из автоматов и полуавтоматов наибольшее распространение получили станки с кулачковым приводом.
Автоматическое управление циклом этих станков осуществляется с помощью распределительного (кулачкового) вала. Обычно за один оборот распределительного вала происходит полный цикл обработки.
Автоматы можно разделить на три группы. Первая группа — автоматы, имеющие один распределительный вал, вращающийся с постоянной для данной настройки частотой. Вал управляет как рабочими, так и вспомогательными движениями. Для автоматов этой группы характерна большая потеря времени при вспомогательных движениях, так как они выполняются при той же (медленной) частоте вращения распределительного вала, что и рабочие операции. Однако в автоматах малых размеров с небольшим количеством холостых движений применение такой схемы целесообразно вследствие ее простоты.
Вторая группа — автоматы с одним распределительным валом, которому в течение цикла сообщаются две частоты вращения: малая при рабочих и большая при холостых операциях. Такая схема обычно применяется в многошпиндельных токарных автоматах и полуавтоматах.
Третья группа — автоматы, имеющие, кроме распределительного вала, еще и быстроходный вспомогательный вал, осуществляющий холостые движения. Команды на выполнение холостых движений подаются распре делительным валом с помощью закрепленных на нем специальных барабанов с упорами.
10.7.1. Одношпиндельные токарные автоматы. Автоматы фасонно-отрезные и продольного точения.
Одношпиндельные токарные автоматы подразделяются на автоматы продольного точения, фасонно-отрезные и токарно-револьверные.
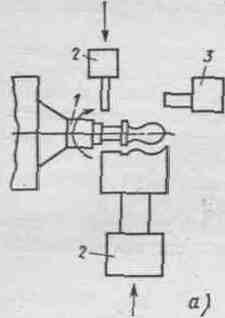
Фасонно-отрезные автоматы (мод. 1106, 11Ф16, 11Ф25, 11Ф40) предназначены для изготовления деталей из прутка с диаметром от 6 до 40 мм. Они применяются в основном в крупносерийном и массовом производстве. На рис.47, апоказана схема работы автомата. Пруток закрепляется во вращающемся шпинделе1с помощью цангового патрона. Суппорты2перемещаются в поперечном направлении и несут фасонные и отрезные резцы. Пруток подается с помощью специального подающего устройства до откидного упора3.Конструктивно фасонно-отрезные автоматы отличаются друг от друга незначительно.
Некоторые модели фасонно-отрезных автоматов имеют продольный суппорт, позволяющий при подаче вдоль оси детали сверлить отверстия (рис.47,б).
Рис.47.
Схемы работы токарных фасонно-отрезных
автоматов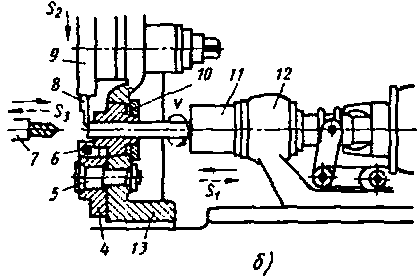
Отличием автоматов 11Ф25 и 11Ф40 является совмещение коробки скоростей и подач в одном узле, вместо револьверного суппорта установлена головка продольного суппорта. Автоматы снабжены вертикальными и горизонтальными (по два) и крестовым суппортами.
При использовании проволоки в качестве заготовки перед обработкой она правится в механизме роторного типа. Обрабатываемая проволока при этом не вращается, а имеет только продольное перемещение. При обработке калиброванных заготовок перемещение прутка и шпиндельной бабки отсутствует - заготовка обрабатывается вращающейся головкой с установленными в ней резцами, перемещающимися в поперечном направлении с независимой друг от друга подачей. Подача заготовки на необходимую длину производится перемещением салазок с механизами подачи и правки.