

16.5. Заточные станки.
К заточным станкам относятся станки шлифовальной группы, предназначенные для осуществления технологических операций заточки и доводки режущих инструментов на заключительном этапе их изготовления и восстановления режущих свойств затупившегося инструмента.
По способу заточки и доводки режущих инструментов заточные станки разделяются на две группы: на станки для механической абразивной обработки, работающие абразивными, алмазными и эльборовыми шлифовальными кругами, и на станки для электроабразивной обработки (анодно-механические, электрохимические, электроискровые, электроэрозионные). По целевому назначению, типу конструкции и характеру выполняемых на станке операций заточные станки можно подразделить на простые, универсальные общего назначения и специализированные (специальные). К простым относятся точильно-шлифовальные (точила) станки для осуществления вручную заточки резцов, сверл и выполнения мелких слесарно-обдирочных, зачистных и полировальных работ.
Универсальные заточные станки (рис. 81) предназначены для заточки и доводки в большинстве случаев многолезвийных режущих инструментов различного вида - зенкеров, разверток, червячных фрез, долбяков, метчиков и др.
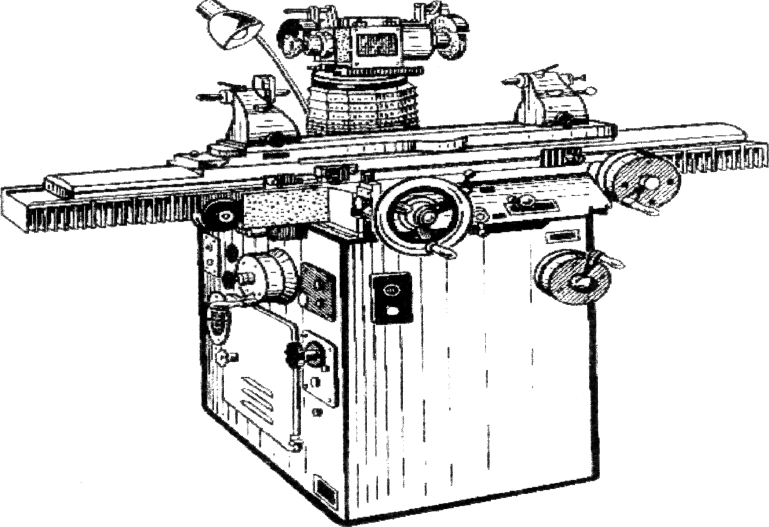
Рис.81. Универсально-заточный станок мод. 3В642.
Специализированные заточные станки (как правило автоматы или полуавтоматы) предназначены для заточки одного вида режущего инструмента -сверл, червячных и других видов фрез, резцов и т.д.
16.6. Станки для финишной обработки. Хонинговальные, суперфинишные и доводочные станки.
Для получения на деталях поверхностей высокого класса чистоты в технологических процессах применяют хонингование, притирку и суперфиниширование.
Хонингование в основном применяется для обработки цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали.
Абразивные бруски 4 (рис. 82) устанавливаются в пазах боковой поверхности головки и получают автоматическое радиальное перемещение при помощи двух конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень 3 после каждого двойного хода инструмента поворачивается и сближает конусы 2 и 5, которые через пальцы 1 раздвигают абразивные бруски 4.
Применение брусков тонкой зернистости и сложный характер их движения относительно обрабатываемой поверхности дает возможность получать хонингованием не только высокий класс чистоты поверхности, но и исправлять небольшие неточности формы отверстий (конусность, овальность и пр.). В процессе работы брусков применяется охлаждающая жидкость - керосин или водно-мыльные растворы.
Притирка — тонкая отделка поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенным в таком виде на поверхность диска - притира. Характер движения каждого зерна абразива по притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась.
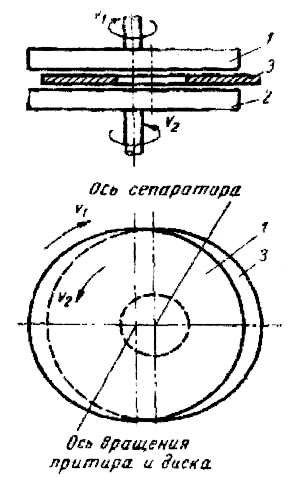
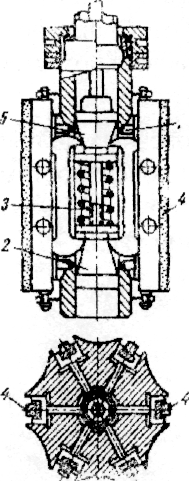
Рис.
83. Схема работы притирочного станка
Рис. 82 .Хонинговальная головка
В качестве абразивного материала используют наждак, корунд, карборунд, крокус, окись хрома и другие материалы в виде порошка или пасты, которыми покрывают (шаржируют) притиры. Притиры изготовляют из чугуна, бронзы и пр.
На рис.83 изображена схема работы притирочного станка. Между притиром 7 и диском 2 расположен сепаратор c обрабатываемыми деталями. Притир и диск вращаются в противоположные стороны с различными скоростями. Сепаратор (деталедержатель) получает горизонтальное возвратно- поступательное движение от отдельного привода.
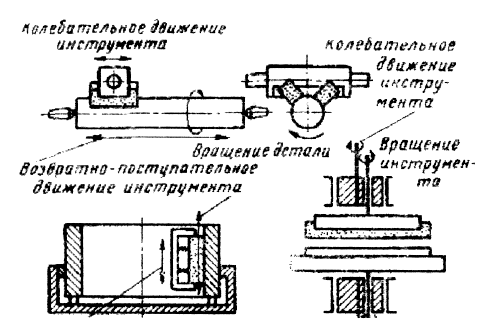
На рис.84 показаны схемы движений при суперфинишировании. Сущность процесса заключается в следующем. Абразивные бруски совершают колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности детали.
 В
результате колебательного движения
абразивного бруска по обрабатываемой
поверхности гребешки неровностей
срезаются и деталь получает более
высокую чистоту поверхности.
В
результате колебательного движения
абразивного бруска по обрабатываемой
поверхности гребешки неровностей
срезаются и деталь получает более
высокую чистоту поверхности.
Притирочные станки строятся как общего назначения, так и специализированные (например, для притирки шеек коленчатых валов). Суперфиниш дает возможность получить поверхности наивысшей чистоты. Такой способ доводки предназначен для обработки поверхностей любых форм (плоских, цилиндрических наружных и внутренних, а также фасонных поверхностей).В качестве инструмента применяются мелкозернистые абразивные бруски.
Рис.84. Схема движений при
суперфинишировании