

10.4. Токарно-револьверные станки, их разновидности. Особенности конструкции узлов токарно-револьверных станков.
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или штучных заготовок. На этих станках можно выполнять основные виды токарных обработок, кроме нарезки резьб резцом.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок в одном гнезде головки можно закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента и размер партии детали составляет не менее 10—20 шт. К преимуществам токарно-револьверных станков по сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами. Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера — прутковые, а среднего размера — как прутковые, так и патронные. Крупные револьверные станки обычно патронные.
В зависимости от расположения оси револьверной головки различают станки: с вертикальной осью револьверной головки (рис.41,а;); с горизонтальной осью револьверной головки, параллельной оси шпинделя (рис. 41,в) или с перпендикулярной оси шпинделя или наклонной осью револьверной головки (рис.41 ,б).
Револьверные головки бывают призматические и цилиндрические. Призматические головки обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис.41, б,в) с расположением горизонтальной оси головки параллельно (рис.41, б) или перпендикулярно оси шпинделя станка (рис.41 в).
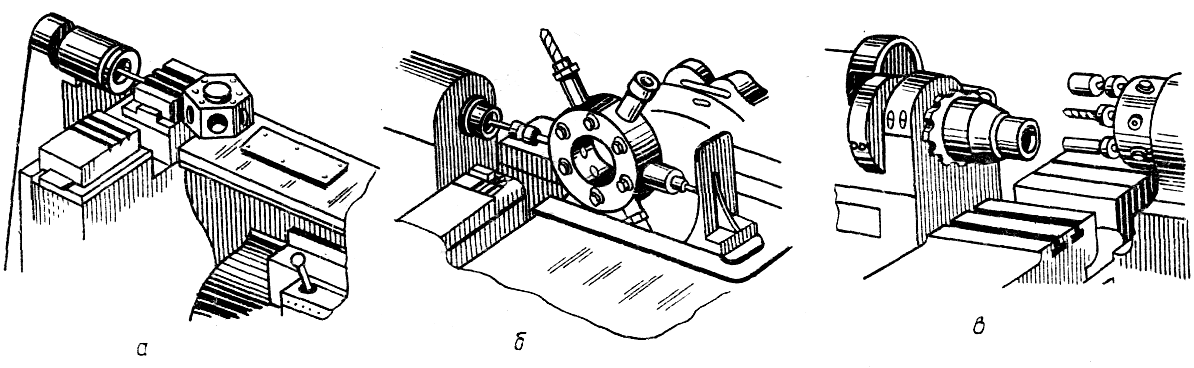
Рис.41. Варианты револьверных головок токарно-револьверных станков: а - с вертикальной осью; б - с горизонтальной осью, перпендикулярной к оси шпинделя; в - с горизонтальной осью, параллельной оси шпинделя
Главным движением является вращение шпинделя V, несущего заготовку, движениями подачи - продольное S и поперечное S перемещения суппортов с инструментами.В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя,поперечный суппорт, как правило, отсутствуети поперечная подача осуществляется медленным вращением головки (рис.42, б).поперечная подача перпендикулярной револьверной головкой осуществляется перемещением салазок (рис.42, а). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом.
В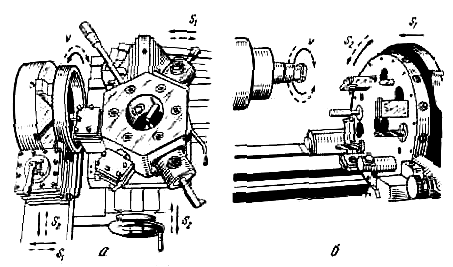 спомогательными
движениями в рассматриваемых станках
являются повороты (индексирование)
револьверной головки для последовательного
ввода в работу различного инструмента:
подача и зажим прутка; быстрый подвод
и отвод револьверного, поперечного
суппорта и др.
спомогательными
движениями в рассматриваемых станках
являются повороты (индексирование)
револьверной головки для последовательного
ввода в работу различного инструмента:
подача и зажим прутка; быстрый подвод
и отвод револьверного, поперечного
суппорта и др.
Заготовка (пруток) зажимается автоматически в цанговых патронах с механическим, пневматическим или чаще гидравлическим приводом; штучная отливка или поковка закрепляется в универсальных кулачковых
Рис. 42. Движения в револьверных станках: а - с вертикальной осью поворота револьверной головки; б - с горизонтальной осью поворота револьверной головки.
патронах с ручным или автоматизированным приводом.
Для обработки заготовок на револьверных станках в зависимости от типа производства применяется как нормальный, так и специальный и комбинированный инструмент, который закрепляют на поперечном суппорте и в гнездах револьверной головки при помощи различных приспособлений: державок, втулок, патронов.