

Вопрос 2. Прогресс в области конвертирования:
Есть тенденция к увеличению размера конверторов СА-го-на-се-ки норд-дольчи-афинели. Производительность черновой меди за 1 операцию поднята со 130-180 тонн и увеличен срок службы торцевой футеровки. Это из-за удаления ее от области действия конвективных потоков дутья.
Фурмы фурмуют с помощью пнемнофурмовщиков, это позволяет чаще фурмовать и увеличить пропускную способность воздуха через фурмы.
Применение в зоне фурменного пояса плотной футеровки переклаза-шпинелевидных огнеупоров футеровки применение фурм с защитной газовой оболочкой. Актуально чередование кессона и футеровки.
Использование фурм с защитной газовой оболочкой. Этот способ разработан в России. Он может быть рекомендован на медных конвертерах (тестировался на никелевых). Конструкция фурм – труба в трубе. По внутренней трубе подается воздух, по внешней – инертный газ (как правило, азот). Это приводит к тому, что при выходе струи, область, которая непосредственно граничит с кладкой, имеет несколько меньшую температуру, тем самым создавая условия для нарастания шлакового гарниссажа.
В объеме конвертера происходит перемешивание инертного газа с дутьем.
По данным японских инженеров использование хромито-переклазовых огнеупоров позволяет по сравнению с переклазо-хромитовыми повысить стойкость фурменного пояса на 30-35%. Рекомендовано использовать безхромистые материалы, состоящие из 84-95 плавленого MgO, он характеризуется высокой плотностью и меньшей степенью пропитки. Механизм разрушения огнеупорного материала начинается со стадии пропитки, которая зависти от степени пористости огнеупора. Пусть медь попала в поры и, расширяясь и остывая в них, приводит к разрушению огнеупора. Можно применить менее пористые материалы или меньшее количество теплосмен – бесконечное конвертирование.
Механизм разрушения огнеупорного материала начинается со стадии пропитки, которая зависит от степени пористости огнеупоров.
За бугром применяют датчики количества кислорода, а у нас по ложечной пробе. Благодаря динамичному контролю лучше ведут процесс.
Практически все зарубежные и отечественные предприятия осуществляют постоянный контроль за состоянием футеровки и ее своевременный «горячий» ремонт.
Вопрос 3. Повышение качества флюса.
Для повышения качества флюса надо применять кварцит 98% SiO2, минимальное количество других оксидов. На отечественных предприятиях кислород не используется. Кислород работает на реншенре швеция, моренси США, коперфилт Канада. Там не технологический кислород, до 30% О2. Применение в фурменной зоне более плотного огнеупора и более частая намотка защитного шлакового гарнисажа. Для этого в него заправляют бедный штейн, в нем многоFeS, его продувают без загрузки флюса, это приводит кFeS+O2Fe3O4 +FeSFeO+SO2.
Поэтому при охлаждении конвертора и прекращении дутья образуется гетерогенный магнетит, Который ложится на поверхности огнеупоров. При этом бочку конвертера поворачивают для равномерного осаждения магнетита на огнеупоры.
Лекция 17. Технический прогресс в области конвертирования.
Основным направлением развития научно-технического прогресса следует считать применение новых типов конвертеров и технологий, обеспечивающих полную утилизацию отходящих газов. Рассмотрим альтернативные (горизонтальному конвертеру) конструкции агрегатов, в которых решается задача переработки медного штейна, полученного в других медеплавильных печах, на черновую медь.
Вопрос 1. Конвертеры с боковым отводом газов (КБО). Агрегаты данного типа характеризуются принципиально иной системой эвакуации газов. Конструкция КБО или сифонных конвертеров разработана фирмой «Металлуржи Хобокен Оверпелт» (Бельгия) и в дальнейшем усовершенствована институтом «Бипромет» (Польша). Первый отечественный конвертер сконструирован СКБЦМ при Гинцветмете для Красноуральского медеплавильного комбината (1975 г.). За прототип был принят 40-тонный горизонтальный конвертер. Опыт работы КУМК’а позволил спроектировать и построить на базе КБО конвертерный передел для Иртышского полиметаллического комбината (1982-1983 г.г.).
Основным достоинством КБО по сравнению с горизонтальными конвертерами является более высокая концентрация сернистого ангидрида в отходящих газах (примерно в два раза), обусловленная меньшим их объемом (при одинаковой дутьевой нагрузке) и меньшими подсосами воздуха. Это позволяет осуществлять практически полную их утилизацию.
В таблице 1. приведены технические характеристики КБО, используемых в различных странах. В настоящее время насчитывается 34 конвертера на 10 заводах мира.
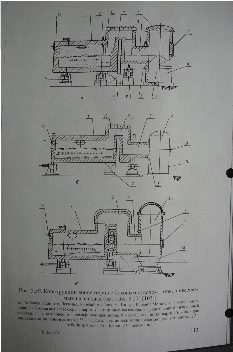
Характерным отличием КБО от горизонтальных агрегатов является уменьшенная горловина, в которой с помощью эксгаустера, работающего в автоматическом режиме, поддерживается нулевое давление. Система автоматики также контролирует режим работы конвертера и состояние газоходного тракта. Принципиальной особенностью конструкции является наличие сифонно-осевого (бокового) отвода технологических газов (рис. 1), что позволяет осуществлять непрерывный их отсос при любых рабочих положениях конвертера.
Конвертер фирмы «Хобокен» (рис. 1 а) имеет три опоры - две основные и одну демпфирующую. Третья опора - вспомогательная основной опоре, примыкающей к П-образному газоходу. Она закреплена на специальных рессорах, которые обеспечивают некоторое биение опирающегося на опору бандажа. У этого конвертера между рабочей частью бочки и П-образным газохо дом установлен отбойник брызг, а свод сифонного газохода выполнен из блоков, изготовленных из хромомагнезитовой массы.
|
|
Характеристики конвертеров с боковым |
отводом газов [105] |
|
| |||||||||||||||||||||
|
Завод |
Вместимость е,т |
Число конвертеров, шт. |
Размеры бочки (внешние) ЛхД м |
Внутренний объем Кк.мЗ |
Диаметр фурм, мм |
Число фурм, шт. |
Расход дутья Нд тыс. м^/ч |
Удельные расходы дутья |
Газовая* | ||||||||||||||||
|
(страна) |
V IV мУ(м'-ч) |
У= Кд/(О-60), м3/(тмин.) |
нагрузка {]= К„/(^-3600), м/с | ||||||||||||||||||||||
|
Хобокен (Бельгия) |
40-45 28-33 |
3 |
6.26x3.04 6.1x3.05 |
19.4 |
42 38 |
17 18 |
10.8-11.4 |
557-588 |
4.0-4.74 5.75 |
0.265-0.28 | |||||||||||||||
|
Пайноте (Чили) |
25 |
2 |
6.1x3.05 |
19.8 |
38(33) |
21 |
12.7-13.0 |
642-657 |
8.47-8.67 |
0.313-О.32 | |||||||||||||||
|
Майами-Глог (США) |
100 (до 150) |
5 |
11.58x4.27 |
87 |
38(51) |
52(44) |
25.5-34 |
293-391 |
4.25-5.67 |
- | |||||||||||||||
|
Легнице (Польша) |
33 |
2 |
6.8x3.35 |
25.4 |
38 |
17 |
6-10 |
236-394 |
3.04-5.04 |
0.122-0.204 | |||||||||||||||
|
Легнице-Глогув-1 (Польша) |
40^5** |
2+5 |
Н.д. 3.65 |
30.3 |
38 |
24 |
15-21 (13-15) |
495-692 (428^195) |
5.55-8.75 (5.4) |
- | |||||||||||||||
|
Глогув-1, Глогув-И (Польша) |
80** |
5+2 |
8.84x4.2 |
62.2 |
42 |
38 |
27 (19.2-30) |
434 (308^182) |
5.62 (4.0-6.25) |
0.308 (0.218-0.342) | |||||||||||||||
|
Караиба Метайс (Бразилия) |
100 (до 120) |
3 |
10.1x4.32 |
70 (73) |
42 (38) |
50 (42) |
18-27 |
257-385 |
3.0-4.5 |
0.174-0.261 | |||||||||||||||
|
ОАО "Святогор" (Россия) |
40 |
1 |
8.1x3.72 |
40 |
41 |
33 |
18-21 |
450-525 |
5.0-8.7 |
0.266-0.31 | |||||||||||||||
|
Иртышский медеплавиль- |
40(60) |
4 |
8.215x3.72 |
40 |
40 |
32 |
15-21 |
375-525 |
4.2-8.7 |
0.266-0.317 | |||||||||||||||
|
ный завод (Казахстан) |
|
|
|
|
|
|
(до 25) |
(625) |
(до 10.4) |
(0.37) | |||||||||||||||
|
Горизонтальные |
40 |
|
6.1x3.66 |
28(30) |
38-44 |
30-34 |
19.8-21 |
707-750 |
8.25-8.75 |
0.487-0.517 | |||||||||||||||
|
конвертеры |
|
|
(6.1x3.72) |
|
|
|
(до 23.4) |
(780) |
(9.7) |
| |||||||||||||||
|
(стандартные |
80 |
|
10x3.95 |
62.5 |
44-53 |
44-52 |
36-51 |
576-815 |
7.5-10.6 |
0.425-0.60 | |||||||||||||||
|
и усовершенствованные |
100 |
|
12.06x3.95 |
78.0 |
52 |
56 |
52-55 |
667-705 |
8.67-9.17 |
0.488-0.517 | |||||||||||||||
|
для сравнения с КБО) |
150 |
|
11.4-5.2 |
117.5 |
60 |
28 |
72 |
612 |
8 |
0.533 | |||||||||||||||
|
* Р - площадь горизонтального |
)сечен |
ля бочки (виз |
/тр.). |
|
|
|
|
|
| ||||||||||||||||
|
** При реконструкции за |
вода «Г |
тогув-1 |
» проведена з |
амена конвертеров на более мощные |
(80 т). |
|
| ||||||||||||||||||
Презентация
Презентация
Конструкция КБО завода «Майами-Глог» снабжена двумя опорами, расположенными на концах бочки (рис. 1, б). Сифонно-осевой отвод газа обеспечивается за счет перегородки в ванне конвертера и П–образном газоходе. В перегородке установлены кессоны воздушного охлаждения.
На польских конвертерах 2-я опора размещена под поворотным газоходом (рис. 5.37, в) за счет удлинения площадки П-образного газохода для установки бандажа.
Агрегаты КБО имеют различные дутьевые характеристики и отличаются от горизонтальных конвертеров более низкими их значениями, что обусловлено специфическими особенностями конструкции и эксплуатации ( настылеобразование в П-образном газоходе).
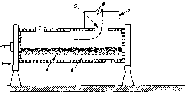
Рис. 1. Модифицированная конструкция конвертера в Майами :
1 - опорное кольцо; 2 - подача воздуха в фурмы; 3 - горловина; 4 - фурмы; 5 горловина для газа;6 - отвод газов; 7 - водоохлаждаемый напыльник;8 - жидкий штейн
На заводе в Майами (США), использующем данный конвертер, были достигнуты достаточно высокие показатели процесса. В частности, его кампания, оцениваемая по выпуску меди, составила 30-35 тыс. т, концентрация SO2 в отходящих газах 5-10 % об., извлечение серы - 97.6-99.4%. Достигнута производительность 480 т штейна (58% Cu) за цикл при общей продолжительности цикла 13.5 ч. Были получены шлаки с концентрацией меди около 4 % [22].
КБО установлен на единственном в Бразилии медеплавильном заводе «Караиба Метайс» и характеризуется следующими показателями :
Производительность по штейну (60% Cu), т/цикл 144-160
Число циклов в сутки, шт. 3.5-5.5
Обогащение дутья кислородом, %.об. 24-26
Объем отходящих газов, м3/ч 36000-42500
Концентрация SO2 в газах, %,об. 6-12
Кампания, циклы 160-320
В настоящее время КБО на Красноуральском медеплавильном комбинате не используют. При работе на бедные штейны (19-21 % Cu) периодически возникали трудности со стойкостью уплотнения в П-образном газоходе; конвертирование более богатых штейнов (≥30% Cu) протекало без заметных осложнений. Производительность процесса по черновой меди составляла 3 т (за 1 ч. дутья ), концентрация SO2 4.7% (1-ый период) и около 7 % во втором, коэффициент нахождения под дутьем 66.4 % [106].
Типичными недостатками КБО являются:
- необходимость удаления настылей в П-образном газоходе;
- низкая стойкость уплотнения газохода;
- потребность в большой производственной площади:
- более высокий расход огнеупорных материалов ( ~ на 20 %).
В связи с тем, что горизонтальные конвертеры сохранят свое ведущее положение в течении определенного периода времени, представляется целесообразным их переоборудование в КБО, что сопровождается сравнительно низкими капитальными затратами и малым сроком реконструкции.
Вопрос 3. Конвертерная печь Мицубиси. Новым по конструктивному исполнению агрегатом является конвертерная печь процесса Мицубиси, отличающаяся от описанных выше типов оборудования наличием стационарного аптейка, обеспечивающего практически полную герметизацию газового пространства. Особенностью конвертера является применение верхней продувки с помощью вертикальных фурм. Агрегат работает на непрерывном потоке жидкого штейна, черновую медь выпускают из печи через сифон, а богатый шлак переливается через открытое шлаковое окно. С момента начала эксплуатации опытной установки (1968 г.) конструкция печи постоянно модернизировалась.
Современный вариант печи Мицубиси имеет круглую (внутренний диаметр 6650 мм) форму и максимальную высоту 2935 мм. Печь футерована в основном магнезитохромовым кирпичом. Кладка шлакового пояса выполнена из литых магнезитохромовых блоков. Глубина ванны расплава в печи около 750 мм, в том числе 150 мм шлака, остальное - черновая медь. Кампания агрегата составляет около одного года