

Вопрос 1. Твердофазное восстановление
зключаеится в обработке оксидов солей металлов газообразными или твердыми восстановителями при температурах, включающих расплавление шихты обычно не более 0,7-
Шихта
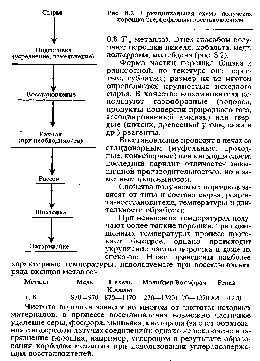
Вопрос 2. Электролиз.
Способ заключается в обработке растворов или расплавов солей металла наложением электрического тока с образованием на катоде порошкообразного металла.
Получение порошка электролизом обусловлено формированием диффузионных осложнений при зарождении и росте кристаллической фазы, что достигается использованием высокой плотности тока и разбавленного электролита. Из водных растворов получают порошки меди, никеля, кобальта, цинка, сурьмы, кадмия, свинца, ряда редких и благородных металлов; для получения порошков тугоплавких металлов (2г, "Л, N5, Та, V, Ве) используют поликомпонентные расплавы на основе хлоридов или фторидов.
Варьируя типы и составы электролита, скорость его циркуляции, катодную плотность тока, температуру, тип и расход ПАВ, можно регулировать дисперсность и форму частиц в процессе электролиза, получать двухкомпонентные порошкообразные сплавы, влиять на морфологию осадка.
Как правило, в качестве анода используют одноименный металл высокой чистоты, а в качестве катода — металл с повышенной коррозионной стойкостью, низким электрическим сопротивлением, незначительной шероховатостью поверхности, обеспечивающий соответствующее перенапряжение водорода.
От формы катода зависит равномерность плотности тока, условия отделения осадка; чаще всего используют плоскую или стержневую форму катода, иногда — вращающиеся диски или барабаны.
Своевременный съем порошка с катодов обеспечивает воспроизводимость его свойств; порошок снимают щетками, скребками, встряхивают катоды вручную, механически, за счет электрогидравлического удара.
Последующая обработка пульпы порошка включает обезвоживание (на центрифугах, фильтрах), промывку, стабилизацию от окисления растворами поверхностно-активных веществ, сушку, исключающую окисление порошка (в вакууме, в среде газа-восстановителя). При необходимости порошок измельчают, рассеивают на фракции, шихтуют их в требуемом соотношении и упаковывают в герметичной таре.
В табл. приведены основные параметры получения и свойства электролитных порошков ряда металлов. Порошки отличаются высокой чистотой, а частицы имеют уникальную дендритную форму.
Способ характеризуется энергоемкостью, невысокой удельной производительностью, трудоемкостью, использованием дорогого исходного сырья (катодного металла).
|
Параметры и показатели процесса, свойства металлических порошков, | |||
|
полученных электролизом из |
водных растворов | ||
|
|
|
Порошки |
|
|
медь |
никель |
кобальт | |
|
Плотность тока, кА/м2 |
2,5—3,1 |
1,8—2,2 |
1,8—2,5 |
|
Состава раствора по ионам |
|
|
|
|
металла, г/дм3 |
10—16 |
4—6 |
6—8 |
|
Выход по току, % |
90 |
70 |
60 |
|
Расход электроэнергии, |
|
|
|
|
тыс кВтч/т |
1,3—1,6 |
15—17 |
12—16 |
|
Размер частиц, мкм |
20—100 |
70—250 |
45—100 |
|
Насыпная плотность, г/см3 |
1,2—2,7 |
2,0—5,0 |
2,0—3,5 |
|
Содержание металла в по- |
|
|
|
|
рошке, % |
99,5—99,8 |
99,3 |
99,25 |
|
|
|
|
Таблица 2 |
|
Параметры и показател |
и процесса, свойства металлических порошков, | ||
|
полученных электролизом из расплавов |
| ||
|
|
|
Порошки |
|
|
титан |
тантал |
цирконий | |
|
Плотность тока, кА/м2 |
5—15 |
27 |
35-^5 |
|
Выход по току, % |
90 |
80—85 |
60—65 |
|
Расход электроэнергии, |
|
|
|
|
тыс кВтч/т |
10—11 |
6—8 |
17—20 |
|
Размер частиц, мкм |
50—150 |
30—120 |
50—200 |
|
Содержание металла |
|
|
|
|
в порошке, % |
99,8 |
99,9 |
99,7 |
Показатели электролиза расплавленных солей для получения порошков тугоплавких металлов приведены в табл. 8.2.