

Вопрос 3. Оборудование для разливки анодов
Непрерывная разливка анодов на машине хазелет с двойной лентой применяется на 6 зарубежных заводах. Принцип действия показана на рисунке на рисунке.

Презентация.
Машина ставится под углом 9 градусов к горизонту, и расплав подают в воронку 1 из щели, через которую металл поступает в машину. Машина работает по принципу подвижной изложницы. Литье происходит между двумя стальными, водоохлаждаемыми лентам толщиной 1,27 мм, шириной 1650 мм верхний, позиция 2 и нижний позиция 3. Ширина полосы 4 регулируется цепями-ограничителями 5 (Брусы), жесткозакрепленными на боковых стальных лентах 6 приводимых в движение нижней лентой 3. Максимальная ширина ленты 1650 мм, толщина 12,7, длинна 2260мм. Производительность машины 60 тонн в час по металлу и 4,45 погонных метров в минуту. Скорость подачи расплава меди в машину поддерживают постоянной, с помощью автоматики контроля уровня расплава, поэтому нет необходимости в регулировании скорости движения ленты. Температура меди при литье 1413-1423 кельвина, а температура анода на выходе из кристаллизатора 1073-1123 кельвина. Система охлаждения кристаллизатора обеспечивает впрыскивание воды при давлении 0,52мПа через форсунки на поверхность лент 2-3 расход 2300м3 в час. Температура отходящей воды менее 328 градусов, а температура лент на участке менее 463 кельвина. Отлитая лента опирается на водоохлаждаемый стол, проходит через протяжные валки, которые синхронизируют скорость разливочной машины с учетом усадки меди при затвердевании.
Резку готовой анодной полосы ведут плазмотронами или штампуют на гильотине, которые перемещаются вместе с полосой анода.
ПРЕЗЕНТАЦИЯ
Капитальные затраты на оборудование плазменной резки на 60% меньше, но качество механической штамповки выше.
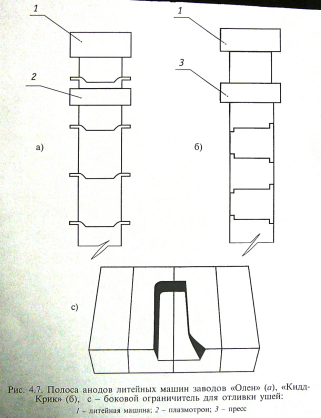
На заводе ОЛЕН резку ведут 4-мя плазмотронами с производительностью 80 тонн в час. Особенностью производства является то , что отливка анодных ушей (позиция А) в отличии от завода кит-крит Б происходит непосредственно на полосе с применением специального профиля бус, предусмотренных в цепи-бортике фрагмент С. После охлаждения аноды идут по цепному транспортеру к штабелеукладчику, который формирует 2 пакета анодов по 10 штук в каждом, далее они едут в цех электролиза меди.
Преимуществом процесса является получение анодов правильной формы, что повышает вертикальность их установки в электролизной ванне и уменьшает межэлектродное расстояние. Кроме того, аноды отлитые таким способом характеризуются постоянством масс, симметричностью структуры при кристаллизации и равномерностью распределения кислорода. Недостаток – высокие капитальные и эксплуатационные затраты. Современные агрегаты непрерывной разливки имеют мощность 130-140 тысяч анодов в год.
Вопрос 4. Разливочная машина.

Презентация
Часто применяются машины карусельного типа, методом дополнительного литья в горизонтальные изложницы. На большинстве заводов используют машины с диаметром колеса от 9,5 до 21 метра. Оборудование, унифицированное с разным количеством изложниц 12-16-10-24-28 и производительностью 30-35-41-45-60-70-75 тонн в час. В мире работает более 100 таких комплексов фирмы оутокумпу. В комплексе карусельная машина с 1-2 разливочными ковшами, карусели, устройство для охлаждения подъемника для отбраковки анодов, оборудование их съема и укладки в ванны для охлаждения, кроме того предусмотрена обработка изложниц. И прочие управляющие системы. Разливочная машина состоит из радиально расположенных балок, на которых стоят смонтированные балки с изложницами, есть возможность двигать изложницы по вертикали в нижней части стоит рельсовое колесо, жестко-связанное с радиальными балками, которое перемещается по опорным роликам. Оутокумпу обеспечивает постоянство массы с отклонением +/- 1%, контроль за массой расплава в промежуточном ковше идет тэнза-датчиками. От них сигнал идет к исполнительным механизмам, который осуществляет соответствующий наклон разливочного ковша в соответствующую сторону по мере их заполнения медью.