

Вопрос 8. Влияние температуры электролита
С повышением температуры электролита:
снижается вязкость раствора, в результате чего ускоряется осаждение шлама и уменьшается их захват растущим катодным осадком;
увеличивается коэффициент диффузии ионов меди, и, следовательно, улучшаются условия для выравнивания концентрации электролита у электродов;
снижается электрическое сопротивление электролита;
повышается растворимость сульфата меди и предотвращается солевая пассивация анодов.
Минимальной следует считать температуру электролита 323 К, что обусловлено необходимостью получать медь заданного качества. Расчеты теплового баланса электролизной ванны позволяют определить равновесную температуру электролита при той или иной плотности тока: так, при плотности тока 400 А/м2 она равняется 328 К, а при 420 А/м2 - 333 К. Выделение тепла при электролизе за счет прохождения тока через электролит обеспечивает лишь около половины его потребного количества. Учитывая это, электролит дополнительно подогревают паром до 333...328 К (на зарубежных заводах - до 340 К) в теплообменниках различного типа.
Предусматривается система автоматического контроля температуры электролита. Над серией ванн, имеющих ярлычки с номерами, движется по крановым путям устройство, фиксирующее инфракрасное излучение каждой ванны. Принятые сканером сигналы передаются по радиосвязи в компьютер, выдающий информацию по каждому электролизеруи сигнализирующему обо всех отклонениях от установленного предела температуры.
Повышение температуры электролита приводит к его интенсивному испарению и ухудшению условий труда в цехе. Для стабилизации температуры электролита в ваннах и уменьшения испарения с зеркала ванны применяют различные способы закрытия электролита и уменьшения выделения аэрозолей.
Для улучшения условий труда и уменьшения коррозии аппаратуры выделяющимся аэрозолем предложено укрытие, расположенное между электродными контактами и поверхностью электролита. Пространство между укрытием и поверхностью ванны непрерывно эвакуируется с тем, чтобы избежать утечки тумана в цех. Однако разрежение не должно быть слишком сильным, чтобы не вызвать повышенного улетучивания раствора, пересыщения капель и выпадения кристаллов солей.
Выделение аэрозолей электролитов, содержащих токсичные компоненты, в атмосферу при электроэкстракции и электрорафинировании меди подавляют и введением в электролит добавок поверхностно-активных веществ (ПАВ). Вусловиях усиленного газовыделения, в особенности наблюдаемого при электроэкстракции меди, концентрация ПАВ должна обеспечивать образование устойчивой пены на поверхности раствора в ванне для наибольшего подавления аэрозолей в воздухе над электролизными ваннами.
В результате изучения влияния катионных, анионных и других ПАВ на выделение аэрозолей серной кислоты, сульфатов меди, никеля и мышьяковистого водорода в процессе электрорафинирования меди, проведенного в лабораторных и промышленных условиях на комбинате ОАО «Уралэлектромедь», с учетом поверхностного натяжения систем «раствор - ПАВ» и скоростей испарения жидкости из них,установлено, что некоторые из исследованных ПАВ (ОП-7, ОП-10, ОС-20, оксанол О-18, цетиловый и поливиниловыйспирт) существенно (на 40-60%) уменьшают выделение аэрозолей электролита. Вместе с тем ухудшают качество катодной меди, в связи с чем их целесообразно использовать в качестве добавок в электролит только на стадии его обезмеживания электролизом с нерастворимыми анодами. К применению в процессе электрорафинирования меди может быть рекомендован лишь натрий олеиновокислый, который на 40-70% снижает выделение вредных веществ в атмосферу, не ухудшая качества катодного осадка.
Лекция 23. Технологические процессы и оборудование
Вопрос 1. Характеристика оборудования.Совершенствование оборудования цехов предполагает современное механизированное и автоматизированное производство, что должно обеспечить более высокую производительность труда. Особого внимания заслуживают операции, связанные с заменой электродов, транспортные операции, промывка катодов и анодных остатков, выгрузка шлама из ванн, подготовка катодных основ, контроль состояния ванн.
Осуществляется правка литых анодов, используемых в ваннах для электролизного рафинирования металлов и имеющих вид литых прямоугольных пластин. По верхним углам они снабжены горизонтальными отростками для захвата стропами подъемного устройства. Правка заключается в одновременном обжатии анода по его краям между независимыми нажимными устройствами, причем усилия, создаваемые каждым из них, соответствуют деформации анода в этом направлении. При обжатии анодов устраняется и облой, образующийся при их отливке. Обжимное устройство представляет собой жесткую раму, расположение стержней которой соответствует контуру анода; к этой раме анод прижимают с другой его стороны посредством двух горизонтальных и двух вертикальных брусьев, снабженных индивидуальными гидроцилиндрами, причем брусья могут не только перемещаться линейно, но и поворачиваться относительно их продольной оси. Аналогичными брусьями с гидроцилиндрами производится правка отростков в горизонтальном и вертикальном направлениях. В среднем открытом пространстве рамы смонтирована нажимная подушка с гидроцилиндром для правки центрального участка анода.
Стартерные катоды вальцуют перед установкой их в ванны, гдепроисходит их деформация, что влечет за собой изменение расстояния между анодами и катодами. В связи с этим необходима последующая их корректировка, которая ранееосуществлялась вручную. Для устранения этой трудоемкой операции изготовлен агрегат механизированного выпрямления медных катодов в процессе электролиза, представляющий собой горизонтальный гидравлический пресс, на котором смонтирован пакет пластин, состоящий из одной неподвижной пластины, одной крайней и 22 подвижных, весом по 478 кг каждая. Все пластины (кроме неподвижной) имеют по 2 колеса, которые движутся по направляющим рамы. Приводимая в движение гидравлическим цилиндром крайняя пластина посредством осей и звеньев перемещает пластины по направляющим. На раме смонтирован также гидравлический агрегат и пульт управления. Конструкция позволяет осуществлять прессовку катодовразмером 1000x1000 мм. Агрегат для выпрямления катодов отличается простотой действия. Применение данного агрегата позволяет создать условия для повышения коэффициента использования тока.
Подвешивание и выгрузку электродов из ванн осуществляют с помощью мостового крана и специальных захватов комплекта электродов с заданным межэлектродным расстоянием. Механизация и автоматизация этих операций ощутимо снижает передельные затраты.
Использование автоматического крана, обеспечивающего возможность сокращения межэлектродного расстояния и более точную установку анодов и катодов в ванне. Применение на кране оптического датчика позволило размещать электроды с точностью ±2 мм. Производительность цеха электролиза возрастает с 124 до 170 тыс. т катодов в год.
Интересно решение японских специалистов фирмы «Онахама», которые используют рельсовый мостовой кран, перемещающийся над верхней кромкой ванн. При этом благодаря программированному обслуживанию ванн сведен к минимуму пробег транспортных средств.
Извлечение матричных листов и их погружение в раствор электролита в процессе электролитического получения меди после 242 ч электролиза при плотности тока 220 А/м2 обеспечивается автоматической системой. В ходе этой процедуры, которая раньше проводилась вручную, а затем с помощью подвесного конвейера, наибольшие трудности связаны с точным размещением матричных листов в электролите и совмещении их положения с положением начального листа. Полностью автоматизирована операция извлечения листов, их установка, вертикальное и горизонтальное перемещение, размещение их в контейнерах, подача из контейнера на подвесной конвейер. Система оснащена устройством для наблюдения за перемещением листов и позволяет корректировать их положение. Сократитлась длительность операции извлечения и установки матричных листов.
Один из вариантов подъемного устройства, предназначенного для групповой замены анодов и катодов при электролитическом рафинировании меди, снабжен подъемно-опускающейся и горизонтально передвигающейся несущей рамой, на которой смонтировано три пары шин, две из нихс крюками. Шины попарно симметричны относительно продольной вертикальной плоскости несущей рамы. Две пары шин снабжены рейками, на которых закреплены крюки. Рейки оснащены механизмом небольшого перемещениявдоль шин. Третья пара шин размещена между двумя другими парами шин с крюками и имеет гребенчатую рейку с зубцами, направленными вниз. Эта рейка свободно подвешена и под действием собственного веса занимает нижнее положение. Глубина зубцов для катодов и анодов различна. При опускании несущей рамы рейка с зубцами опирается на электроды, поднимается и таким образом воздействует на контрольный механизм, управляющий правильной позицией анодов и подъемом несущей рамы. Порядок подвешивания/извлечения электродов: анод/катод, катод/ анод.
При производстве стартерных катодов применяют как полуавтоматические (чаще всего в старых цехах), так и полностью механизированные линии. Матрицы с осадком из ванн получения стартерных листов транспортируют краном с захватами на приемный цепной конвейер моечной и сдирочной машины. Освобожденные от осадка матрицы направляют на контроль для выбраковки (для титановых матриц) или смазки (для медных сульфидиро-ванных матриц). Выбракованные матрицы поступают на шлифование или сульфидирование, а кондиционные мостовым краном загружают в ванну получения стартерных листов.
В практике электролиза известны способы отделения электролитически осажденного металла от матрицы без повреждения последней, что допускает ее повторное использование:
- обдув матрицы с осадком горячим воздухом; отделение осадка от материала электрода происходит за счет разницы коэффициентов термического расширения;
ударное воздействие на поверхность осажденного металла, которое производят за счет электрогидравлического эффекта* вызванного высоковольтным разрядом в жидкой среде;


с помощью специального ножа, подводимого к верхнему краю осадка. Вначале сдирающее устройство прикрепляется к конструкции, включающей матрицу с осадком, с помощью зажима; в дальнейшем ножи перемещаются вниз и отделяют слой катодного осадка;
матрицы с осадком транспортируются вращающейся каруселью последовательно через позиции загрузки, обстукивания, отслаивания металла, его полного удаления и выгрузки, причем в этих позициях предусмотрены устройства для снятия металла с поверхности катодов и с карусели, после чего катоды снимают с карусели для повторного использования. В позиции обстукивания верхняя кромка слоя металла отделяется от катода, в позиции отслаивания катод изгибают для образования зазора между слоем металла и катодом с отделением этого слоя от катода в следующей позиции.
Сдирочные комплексы для осуществления операции сдирки осадка с матрицы разработаны и внедрены в Японии (Онахама), Финляндии (Пори), Канаде (Кидд-Крик) Бельгии (Олен), Германия (Люнен), Рёншер (Швеция) и др.
Наиболее интересны сдирочные устройства, разработанные фирмами «Мицубиси» и «Оутокумпу». Один из них состоит из вибратора, при помощи которого листы осадка отделяются от матрицы, подвижных тележек с вакуумным устройством для отделения листов, транспортера для приема листов (рис. 6.11). Другое устройство включает ножи для отделения листов от матриц, приспособление для полного отделения листов, приемный механизм, обеспечивающий постоянную высоту стопки листов (рис. 6.12).
Для сборки катодных основ широко применяются автоматические и полуавтоматические линии, которые работают на ряде крупных заводов, в том числе Сан-Мануэль, Уайт-Пайн (США), Кидд-Крик (Канада), Люнен (Германия) и др.
Вопрос 2. Вакуумный съем катодного осадка.После отделения лист подают на изготовление стартерных катодов (рис. 6.13). Катодные листы, находящиеся в отдельной клети, доставляют с помощью крана или автопогрузчика к рабочему столу, расположенному на гидравлических цилиндрах, обеспечивающих постоянный верхний уровень
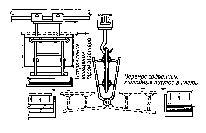

Рис.6.12. Устройство для съема катодного осадка с матрицы.
1-ножи для съема осадка;2-приспособление для пакетирования листов