

Вопрос 6. Системы включения электродов
При электролитическом
рафинировании меди применяют две системы
включения электродов: поледовательную
(система
серий) и параллельную (система мультипль)
(рис. 6.22). 







При последовательной системе (реализована на заводе Балтимор, США) ток подается на крайний от торца ванныэлектрод и далее последовательно проходит через все электроды, находящиеся в ванне. При этом размеры электродов полностью перекрывают поперечное сечение ванны, электроды не имеют токоподводов и являются биполярными, т.е. одна их сторона служит анодом и растворяется, а другая - является катодом; на ней осаждается медь. Стартерные электроды толщиной 8-14 мм получают литьем или прокаткой.Для облегчения отделения их нерастворившейся части от катодного осадка на катодную поверхность электрода предварительно наносят слой смоляной краски. Только крайние электроды присоединены к шинам и однополюсны (один является анодом, а противоположный - катодом).
Сериесная система имеет некоторые преимущества перед системой мультипль:
меньшее напряжение между электродами (0.14-0.20 против 0.3-0.4 В), поскольку уменьшено межэлектродное расстояние и отсутствуют потери напряжения в шинах и контактах;
в связи с отмеченным - меньший удельный расход электроэнергии на 1 т катодной меди (160-200 против 260-320 кВтч/т);
почти в 3 раза меньший выход анодных остатков;
отсутствие производства катодных основ, ломиков и меньшие затраты на изготовление токоподводящих шин, приобретение трансформаторов.
Недостатки системы серий связаны в основном с малым (50...60 мм) межэлектродным расстоянием и более жесткими требованиями к составу анодов, что вызвало отказ от нее на большинстве медерафинировочных предприятий:
из-за низкой скорости циркуляции электролита можно рафинировать только относительно чистые сорта меди, содержащие небольшое количество сурьмы, мышьяка и висмута;
при высоком содержании благородных металлов в анодах значительно возрастают их потери с катодным осадком;
-большие затраты ручного труда на отделение катодной меди от электродных остатков и сложность механизации этой операции;
-жесткие требования не только к составу, но и к форме, состоянию поверхности электродов;
-более низкий (до 70%) коэффициент использования тока.
При параллельной системе одноименные электроды в каждой ванне присоединены к шине параллельно, а ванны - последовательно. Система параллельного включения электродов претерпела ряд усовершенствований, себестоимость переработки анодной меди с ее использованием стала ниже, чем по системе серий, и поэтому она применяется на большинстве медеэлектролитных предприятий.
Современная система мультипль представляет собой блоки, состоящие из 5-30 последовательно включенных ванн. Блоки соединяют по два в серию, а в промежутке между ними помещают трубопровод для подачи электролита из напорного бака в каждую ванну; выводят электролит с противоположного конца ванны.
Шины, подводящие электрический ток, находятся на бортах первой и последней ванн блока. Штанги, несущие катоды, накладываются непосредственно на плечико анода в специальный паз (рис. 6.23) или непосредственно на шинку, уложенную на промежуточной стенке ванны, необходимую для уравнивания тока в случае нарушения контакта между ушком анода и катодной штангой (рис. 7.26). Количество анодов в ванне на 1 больше количества катодов и достигает 54 (завод Таунсвилл, Австралия). Электроды должны быть завешены вертикально на равном расстоянии один от другого и от стенок ванны и устойчиво опираться ушками на изоляционный брусок и шину.

включении электродов. 1-анод;2-катод;3-анодная линия;4-катодная линия;
5-промежуточная шина;6-биполярный электрод;а-ввод электролита;
б-вывод электролита
Основные недостатки системы мультипль:
необходимость отключения всей серии в случае ремонта хотя бы одной ее ванны;
неравномерное распределение тока по параллельно включенным электродам, что вызывает соответствующие отклонения в чистоте катодного осадка на них, особенно при циркуляции электролита перпендикуляр-
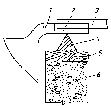
1-анод;2-анодный паз;3-катодная штанга;4-уравнительная шина;
5-деревянный наголовник;6-стенка ванны
но полотну электрода. В значительной степени неравномерность распределения тока по электродам уменьшена, хотя до конца не устранена, совершенствованием электродных контактов. Так, предложена конструкция ошиновки электролизных ванн, содержащей токоведущие бортовые шины с канавками для удержания расплавленного металла и контактные элементы из легкоплавкого металла, расположенные в этих канавках. Для упрощения обслуживания электролизера ошиновка снабжена шунтирующей накладкой, установленной контактными выступами в канавках бортовых шин. Контактные элементы выполнены из сплава Вуда.
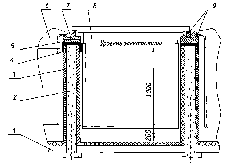
Рис.6.24. Разрез электролизной ванны.
1-деревянное дно;2-железобетонная ванны;3-винипластовая футеровка;
4-винипластовая ошинковка;5-изоляционная доска;6-анод;7-токоподвод(шина)
8-матрица;9-изоляционная рейка
Более равномерное распределение тока отмечено и при безосновном электрорафинировании меди.
Большое отклонение анодов от вертикали при подвеске также ухудшает условия рафинирования. Уменьшение этого отклонения до <10 мм значительно снижает коробление анодов и улучшает все показатели рафинирования. За счет усовершенствования формы анода на рафинировочном заводе «Хитати» (Япония), в частности - конструкции малого и длинного ушек, стало возможным снизить отклонение анода от вертикали и уменьшить образование дефектов - выпуклостей и трещин.