

4.6 Проектирование поставов на раскрой бревен развальным и брусовым способами
4.6.1 Рекомендации по составлению поставов
Проектирование поставов предусматривает их составление и расчет. Составление постава заключается в определении положения досок в бревне, их толщины и числа. При этом учитывают следующие рекомендации, вытекающие из теории и практики раскроя:
поставы должны быть симметричными относительно центра бревна при распиловке бревен на многопильных станках. Несимметричные поставы создают эксцентричную нагрузку на пильные механизмы станков;
рекомендуется распиловка с брусовкой. Это обеспечивает меньшее варьирование ширины досок, лучшее использование качественных зон бревен и некоторое увеличение объемного выхода пиломатериалов;
при распиловке с брусовкой наиболее целесообразной толщиной (высотой) бруса является его величина равная 0,7d 0,1d, которая увязывается со спецификационными требованиями к ширине выпиливаемых обрезных досок;
при раскрое крупномерных бревен (d 40 cм) с брусовкой целесообразно на первом проходе планировать выпиловку 2 или 3 брусьев, сумма толщин которых должна находиться в пределах 0,6…0,8 диаметра верхнего торца бревна;
рекомендуется метод последовательной оптимизации: при раскрое бревна составляют основной постав из пифагорической зоны для бруса толщиной (0,6…0,8) d, а для раскроя бруса постав на его развал;
в центральной части постава располагают толстые доски, по краям постава толщина досок уменьшается. Это снижает отходы древесины в рейку;
разница в толщине досок в поставе не должна быть менее 5 мм. Иначе затрудняется сортировка досок и происходит переход досок из одного размера в другой при определении размеров их поперечных сечений на автоматических линиях;
толщина центральных и сердцевинных досок должна быть не менее размеров, указанных в табл.4.3;
величина охвата бревна поставом должна находиться в пределах (0,9…1,1) верхнего диаметра бревна; или с учетом формулы (4.24);
поставы на распиловку бревен должны обеспечивать выработку спецификационных пиломатериалов при наименьших затратах сырья и труда.
Для составления поставов используют аналитический, графический и табличный методы, а также ЭВМ на основе специальных программ.
При составлении поставов широко используются рекомендации Н.А. Батина, П.П. Аксенова по выбору оптимальных толщин досок и их количеству в поставе. При этом необходимо знать расход ширины постава и местоположение досок в нем. Ширина постава С – это расстояние между симметричными наружными пластями крайних боковых досок:
![]() (4.25)
(4.25)
где h – толщина досок, мм;y – припуск на усушку по толщине досок, мм; П – ширина пропила, мм; n – число досок в пределах С.
Для расчета величины С определяется расход ширины постава на одну доску, который зависит от ее положения в поставе.
Расход
ширины постава (рис.4.15);![]()
на сердцевидную доску или брус
![]() (4.26)
(4.26)
на центральную доску
![]() (4.27)
(4.27)
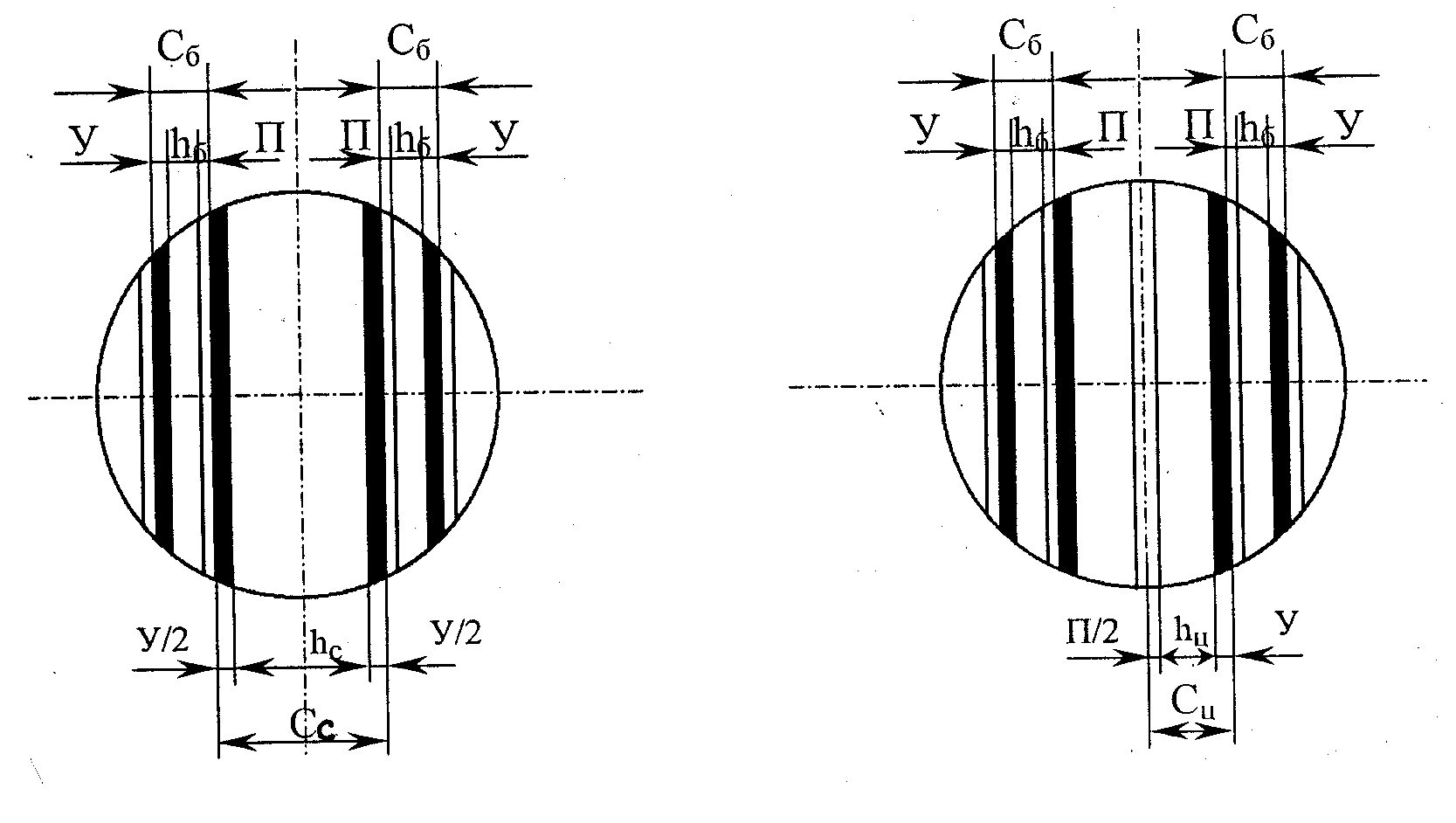
Рис. 4.15 Схемы к расчету расхода ширины постава
на боковую доску
![]() (4.28)
(4.28)
где Сс, Сц, Сб — расход ширины постава на сердцевинную, центральную и боковые доски, мм; y — припуск на усушку,. мм; П — ширина пропила, мм.
Расстояние между симметричными наружными пластями досок будет равно:
В нечетных поставах (рис.4.16,а)
для сердцевинной доски
![]() (4.29)
(4.29)
для первой пары боковых досок
![]() (4.30)
(4.30)
второй пары боковых досок
![]() (4.31)
(4.31)
В четных поставах (рис.4.16, б)
для центральных досок
![]() (4.32)
(4.32)
для первой пары боковых досок
![]() и
т.д. (4.33)
и
т.д. (4.33)
После составления поставов производят их расчет, который заключается в определении ширины и длины досок, их объема по каждому сечению или в целом по бревну.

Рис.4.16 Расстояние между симметричными пластями в нечетных (а) и четных (б) поставах